- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Тема. Понятие синергетики в сварочных процессах и её применение.
Тема. Понятие синергетики в сварочных процессах и её применение.
Дата 8 мая
Синергетическое управление - это использование микропроцессорных систем (микроконтроллеров) для выбора и обеспечения оптимальной циклограммы, то есть - параметров импульсов и вида сварочного тока, с учётом марки, толщины и свойств металла изделия, а так же особенностей сварочных материалов: диаметра и марки проволоки, вида и состава защитного газа и т.д.
Чтобы понять, что такое синергетика представим себе часовой механизм, слаженная работа которого позволяет очень точно отмерять время. Если мы поворачиваем любую из шестерёнок - весь механизм меняет свою конфигурацию. Синергетика также позволяет изменять все настройки, меняя только один параметр. Если, к примеру, изменить на аппарате состав защитного газа, это повлечёт за собой изменение сварочного напряжения и скорости подачи проволоки, повлияет на индуктивности дуги и количество импульсов в цепи переменного тока. Синергетическое управление позволяет использовать огромную библиотеку программ, которая загружена в память устройства на производстве. Данный архив – результат кропотливого труда инженеров и опытных сварщиков, которые составили коллекцию разнообразных вариантов настроек параметров и их сочетаний.
До появления синергетики сварщику перед выполнением ответственных работ приходилось долго настраивать аппарат. Чтобы выбрать оптимальный вариант скорости подачи, сварочного напряжения и индуктивности специалисту, порой, приходилось тратить до 30 минут, а если задачи в течение дня менялись, то время необходимое на каждую подстройку превращалось в часы. Синергетические аппараты упрощают задачу с помощью предустановленных программ, а так же памяти аппарата, которая позволяет сохранять все данные и переключаться между задачами, скажем, сваркой алюминия и стали, нажатием всего одной кнопки.
Синергетика не новинка, данная система управления появилась более 15 лет назад, но до недавнего времени, интеллектуальное управление применялось исключительно на промышленном оборудовании. Развитие технологий сделало синергетику доступной и рядовому сварщику. Главной задачей новой системы управления было максимальное сокращение времени необходимого для настройки аппарата, а также снижение требований к уровню квалификации сварщика. Огромное разнообразие марок и типов свариваемых металлов, тонкости процесса сварки и защиты шва, требуют от современного сварщика не только профессиональных умений, но так же глубоких знаний в области материаловедения, химии защитных газов, электротехники и прочих областях, познаниями в которых обладают далеко не все доктора наук.
Чтобы упростить жизнь простому сварщику, но при этом сохранить качество работы на высоком уровне, было начато производство интеллектуальных программируемых аппаратов, которые взяли бы на себя всю теоретическую часть сварочного процесса, позволив сварщику сконцентрироваться на ведении шва. Оператору синергетического аппарата остаётся выбрать сварочные материалы и выставить необходимое напряжение - всё остальное сделает аппарат.
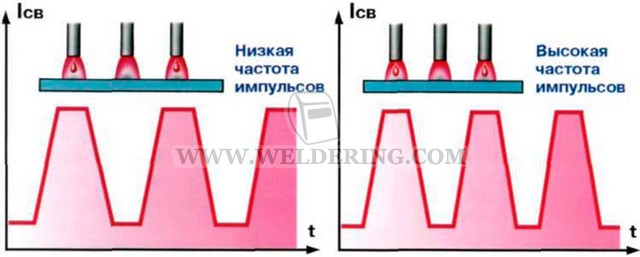
Инверторные источники питания позволяют ускорить изменения параметров по току. Высокое быстродействие источника способствует оптимальному выбору токов импульса и паузы, времени импульса и паузы, частоты импульса в зависимости от скорости подачи проволоки. Это обеспечивает стабильный перенос капли электродного металла за один импульс.
В современных полуавтоматах внедрены микропроцессорные технологии управления импульсными процессами сварки в зависимости от марки стали, диаметра проволоки, вида защитного газа. Такие системы называются синергетическими.
Благодаря предварительному программированию импульсных режимов во время сварки регулируются только два параметра: сварочный ток и длина дуги. Синергетическое оборудование легко перестраивает режимы сварки в зависимости от марки свариваемой стали, диаметра электродной проволоки и вида защитною газа.
В синергетической системе оборудования фирмы "Кемппи" запрограммированы оптимальные параметры режима сварки для различных комбинаций материала: углеродистая сталь, нержавеющая сталь, алюминиевые сплавы; диаметров электродной проволоки сплошного сечения: 1,0; 1,2; 1,6 мм; времени заварки кратера.
Будущее синергетики.Почти каждый известный в мировых масштабах производитель сварочной техники на сегодняшний день имеет в своём модельном ряду много синергетических аппаратов. Среди наиболее известных производителей стоит отметить Lincoln Electric, Kemppi, Esab. Так же отечественному сварщику хорошо знакомы серии High Pulse и Alpha Q, немецких производителей Merkle и EWM. Можно предположить, что будущее сварки именно за программируемыми сварочными аппаратами. Скорее всего, производители начнут оснащать свои инверторы обновляемым программным обеспечением, которое позволит ещё более тонко подходить к процессу сварки и подстраивать параметры под конкретную задачу.
Задание.
1.Внимательно изучите материал урока
2.Используя интернет ресурсы опишите «Факты о сварочных инверторах»
3. Повторяем все темы и готовимся к зачёту
4.Выполните тестовое задание
Вопрос 1. Что необходимо выполнить для заземления деталей?
1. Приварить конец кабеля к детали
2. Прикрепить конец кабеля к детали струбциной
3. Прижать конец кабеля грузом к детали
Вопрос 2. Какую внешнюю вольт-амперную характеристику (ВАХ) может иметь источник питания для ручной дуговой сварки?
1. Падающую
2. Жесткую
3. Возрастающую
Вопрос 3. Как осуществляется плавное регулирование силы тока в сварочном трансформаторе?
1. Путем изменения расстояния между обмотками.
2. Посредством изменения соединений между катушками обмоток.
3. Не регулируется.
Вопрос 4. Укажите маркировку, свойственную сварочному выпрямителю:
1. ВД
2. ТД
3. ТС
Вопрос 5. Сварочный инвертор относится:
1. К оборудованию для сварки.
2. К сварочной оснастке.
3. К приспособлениям для сварки.
Вопрос 6. Для какого вида сварки используются сварочные трансформаторы?
1. Для сварки постоянным током на прямой полярности.
2. Для сварки переменным током.
3. Для сварки постоянным током на обратной полярности.
Вопрос 7. Для чего используется обратный провод?
1. Для соединения электрода с источником питания.
2. Для соединения изделия с источником питания.
3. Для соединения электрода и изделия с источником питания.
Вопрос 8. Может ли электросварщик произвести подключение к сети сварочного оборудования?
1. Не может
2. Может с разрешения инструктора
3. Подключение производит электротехнический персонал
Вопрос 9. Можно ли производить работы вне сварочного поста в помещении, в котором присутствуют люди?
1. Нельзя.
2. Можно с согласия руководителя работ.
3. Можно, оградив место работ переносными щитами.
Вопрос 10. Разрешается ли переноска баллонов на руках?
1. Разрешается на руках с применением специальных носилок.
2. Запрещается.
3. Разрешается.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|