7 Проектирование инструментальной наладки………………………………. 24
8 Разработка управляющих программ………………………………………. 26
9 Проектирование червячной шлицевой фрезы……………………………. 36
10 Заключение…………………………………………………………….. 49
10 Заключение…………………………………………………………………...50
АННОТАЦИЯ
В курсовом проекте разработана инструментальная наладка на токарно-револьверный станок с ЧПУ модели 1В340Ф3. Качество обработки детали и производительность напрямую зависит от правильной наладки. Наладка станка с ЧПУ включает в себя подготовку режущего инструмента и технологической оснастки, размещение рабочих органов станка в исходном положении, пробную обработку первой детали, внесение корректив в положение инструмента и режим обработки, исправление погрешностей и недочетов в управляющей программе. В процессе разработки инструментальной наладки были решены следующие задачи:
- доказана экономическая целесообразность применения резцов с механическим креплением твердосплавной пластины.
Также выполнен расчет элементов червячной шлицевой фрезы и произведены все необходимые графические построения.
1 ХАРАКТЕРИСТИКА ТОКАРНО-РЕВОЛЬВЕРНОГО СТАНКА
С ЧПУ МОДЕЛИ 1В340Ф3
В линейке металлообрабатывающих станков с ЧПУ токарно-револьверный станок занимает особую позицию. Свое название станок получил по способу крепления режущих инструментов. На револьверном станке вместо держателя установлена специальная головка. Конструкция головки позволяет закрепить на ней несколько инструментов. Особенностью токарно-револьверного станка с ЧПУ является способность выполнять сложные операции с одной установки. При серийном и массовом производстве изделий такие операции отнимают много времени и существенно снижают производительный потенциал оборудования. На станке могут обрабатываться втулки, болты, ступенчатые валы, гайки, фланцы и прочие изделия.
На токарно-револьверном станке с ЧПУ можно обрабатывать заготовки, полученные различными способами. Значительную долю в общем объеме представляют прутковые заготовки.
Основные операции включают в себя следующие виды обработки:
- торцевание детали.
- обтачивание цилиндрической и конической поверхности;
- растачивание цилиндрической и конической поверхности;
- точение сферической поверхности
- нарезка резьбы на внутреннюю и внешнюю поверхность;
- сверление и зенкерование.
Токарно-револьверный станок с вертикальной головкой на крестовом суппорте с ОСУ повышенной точности модели 1В340Ф30 предназначен для выполнения разнообразных токарных, сверлильных, расточных и других работ в пределах установленной мощности, в основном, при обработке сложных деталей со ступенчатым и криволинейным профилем. Станок предназначен для работы в условиях серийного и мелкосерийного производства.
Технические данные станка 1В340Ф30 указаны в таблице 1.
Таблица 1 – Техническая характеристика
Наименование параметра
Значение
Класс точности станка
П
Наибольший диаметр обрабатываемого прутка, мм
- при зажимной и подающей трубах
- при переднем зажиме
Наибольший диаметр изделия, устанавливаемого над станиной, мм
Наибольшая длинна обрабатываемого изделия, мм
Конец шпинделя фланцевый по ГОСТ 12595-85
2-6Ц
Количество граней револьверной головки
Расстояние от переднего торца шпинделя до револьверной головки, мм
- наименьшее
- наибольшее
Наибольшее поперечное перемещение револьверной головки, мм
Расстояние от низа основания станка до оси шпинделя, мм
Количество скоростей шпинделя
бесступенчатое
Частота вращения шпинделя, об/мин
10...2500
Количество подач револьверного суппорта
- продольное
- поперечное
бесступенчатое
бесступенчатое
Пределы подач револьверного суппорта, мм/мин
- продольных
- поперечных
1...2500
1...1250
Дискретность перемещения револьверного суппорта, мм
- продольного
- поперечного
0,010...0,002
0,005...0,001
Скорость ускоренных перемещений револьверного суппорта, м/мин
- продольных
- поперечных
Количество подач отрезного суппорта
бесступенчатое
Пределы подач отрезного суппорта, мм/мин
5...600
Скорость ускоренного хода отрезного суппорта, м/мин
Габаритные размеры станка, в комплекте с транспортером для уборки стружки, мм
- длина
- ширина
- высота
Масса станка без транспортера для уборки стружки, кг
Револьверная головка станка имеет вертикальную ось. Общий вид расположения головки и патрона проиллюстрированы на рисунке 1.
Рисунок 1 - Общий вид расположения головки и патрона
2 КОНСТРУКТОРСКАЯ ДОРАБОТКА ЧЕРТЕЖА
По технической характеристики станка наибольший диаметр прутка не должен превышать 40 мм, поэтому для изготовления детали используем стальной пруток диаметром 40 мм. Марка стали 45 – конструкционная углеродистая качественная сталь с содержанием углерода 0,45%.
Размеры детали назначаем конструктивно с сохранением заданной конфигурации детали и в соответствии с рядами нормальных линейных размеров по ГОСТ 6633-69. Значения допуска на размер определяем по ГОСТ 25346-89 в соответствии с назначенным квалитетом и номинальным размером. Шероховатость поверхностей выбираем по таблице 5 [4].
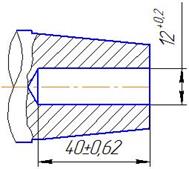
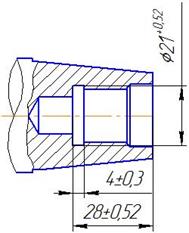
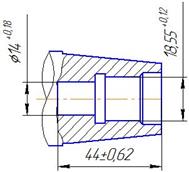
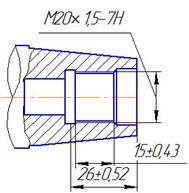
Деталь, предназначенная для обработки на токарно-револьверном станке с ЧПУ модели 1В340Ф30, представлена на рисунке 2.
Рисунок 2 - Эскиз детали
3 ПЛАН ОБРАБОТКИ ДЕТАЛИ
План обработки детали определяется при анализе чертёжа детали. Основными данными являются точность и чистота обрабатываемой поверхности. Для детали представленной на рисунке 1 предлагается следующий план обработки (табл. 2).
Для каждого перехода требуется соответствующий режущий инструмент.
Основные факторы при выборе инструмента:
1) Тип и размер державки выбирается с учетом системы крепления пластины и в соответствии с планируемым переходом. Для обеспечения жесткости следует выбирать державку наибольшего из возможных сечения
2) Форма и размер пластины. Форма выбирается в соответствии с типом державки и траекторией перемещения инструмента при выполнении перехода. Размер пластины – длина режущей кромки должна соответствовать глубине резания и обеспечивать достаточную надежность работы. Радиус при вершине пластины – обеспечение прочности режущей кромки при черновой обработке и чистоты поверхности при чистовой обработке.
3) Марка сплава пластины выбирается в соответствии с материалом заготовки и условиями обработки.
4) Крепление режущей пластины на корпусе державки может осуществляться: рычагом за отверстие; винтом, входящим в отверстие; прихватом сверху; рычагом за отверстие и прихватом сверху; клином.
Качество, точность и производительность обработки зависят также от геометрических параметров инструмента. Основными геометрическими параметрами любого резца являются углы в плане. Среди них различают:
- главный угол – φ, измеряемый между главной режущей кромкой инструмента и направлением подачи;
- вспомогательный угол – φ1, расположенный, соответственно, между вспомогательной кромкой и направлением подачи;
- угол при вершине резца – ε.
Выбор режущего инструмента представлен в таблице 3
Таблица 3 – Выбор режущего инструмента
№
пер.
Вид обработки
Режущий инструмент
Материал режущей части
Черновое точение контура детали
Резец токарный правый для контурного точения с механическим креплением многогранной твердосплавной пластины
Т5К10
Сверление центровочного отверстия
Сверло центровочное одностороннее
Р6М5
Сверление глухого отверстия
Сверло спиральное
Р6М5
Получистовое растачивние
отверстий
Резец расточной центральный твердосплавный со стальным хвостиком для глухих отверстий
Т15К6
Растачивание
канавки
Резец токарный с пластиной из твёрдого сплава для растачивания канавки
Т15К6
Чистовое растачивание
отверстий
Резец расточной центральный твердосплавный со стальным хвостиком для глухих отверстий
Т15К6
Нарезание резьбы
Резец токарный резьбовой с пластиной из твёрдого сплава
Т5К10
Отрезание детали
Резец токарный отрезной (прорезной) с пластиной из твёрдого сплава
Т5К10
На выбор материала режущей части токарных резцов оказывают: наличие литейной корки; влияние условия и вид обработки (прерывистое или непрерывное резание, чистовое или черновое и др.), а также обрабатываемый материал. Режущая часть токарных размеров изготавливается из твердых металлокерамических, минералокерамических сплавов и сверхтвердых материалов. Твердые сплавы в виде пластин соединяют с крепежной частью с помощью пайки или специальных высокотемпературных клеев, многогранные твердосплавные пластины закрепляют прихватами, винтами и т.п. Применение механического крепления многогранных твердосплавных неперетачиваемых пластин на резцах обеспечивает− сокращение вспомогательного времени на смену и переточку резцов; − повышение стойкости на 20-25 % по сравнению с напаянными резцами;− сокращение затрат на инструмент в 2-3 раза и потерь вольфрама и кобальта в 4-4,5 раза;− упрощение инструментального хозяйства;− уменьшение расхода абразивов на заточку.
Рекомендуемые марки твердых сплавов, применяемые в зависимости от характера обработки и обрабатываемого материала, приведены в таблице 4.
Таблица 4 - Твердые сплавы, применяемые в зависимости от характера обработки и вида обрабатываемой стали
Характер обработки
Рекомендуемые марки твердого сплава для обработки
углеродистых
и легированных сталей
труднообра-батываемых материалов
нержавеющей стали
Черновое точение поковок, штамповок и отливок по корке и окалине
Т5К10 Т5К12В ВК8
Т5К12В ТТ7К12 ВК8
Т5К12В ВК8В ВК8
Черновое точение по корке при относительно равномерном сечении среза и непрерывном резании
Т5К10 Т14К8
Т5К10 ВК4 ВК8
ВК6М ВК4
Получистовое и чистовое точение при прерывистом резании
Т14К8 Т15К6 Т5К10
ВК4 ВК8 ВК8В
ВК4 ВК8
Получистовое и чистовое точение при непрерывном резании
Т30К4 Т15К6
Т14К8 Т5К10 ВК4
ВК6М ВК3М
Предварительное нарезание резьбы
Т15К6 Т14К8
Т15К6 Т14К8 ВК4
ВК6М ВК4
Окончательное нарезание резьбы
Т30К4 Т15К6
Т30К4 Т15К6 Т14К8
ВК6М ВК3М
Обрабатываемая сталь 45 – углеродистая. Черновое точение выполняется при относительно равномерном сечении среза, так как обрабатывается пруток, поэтому выбираем пластины из твердого сплава Т5К10. Чистовое точение осуществляется как прерывно, так и непрерывно, поэтому выбираем пластины из твердого сплава Т15К6. Для нарезания резьбы выбираем пластину из твердого сплава Т15К6.
Твердосплавные пластины, выполненные из твёрдого сплава Т5К10 ГОСТ 25396-90 и T15K6 ГОСТ 25395-90, имеет ряд преимуществ:
- повышение надежности и долговечности;
- имеют форму передней поверхности, обеспечивающую ломание или завивание стружки;
- выпускаются серийно отечественной промышленностью;
- относительно недорогие.
Конструкция инструментов:
1) Для обработки глухого отверстия диаметром 13 мм выбираем сверло спиральное с коническим хвостовиком ГОСТ 1090377 (рис. 3). Спиральное сверло используется при сверлении и рассверливании отверстий диаметром до 80 мми обеспечивает обработку отверстий по 13-14 квалитету с чистотой поверхности Rz40. Спиральное сверло состоит из: режущей, направляющей, соединительной и хвостовика. Режущая и направляющая части в совокупности составляют рабочую часть сверла, снабженную двумя винтовыми канавками. Режущая часть спирального сверла состоит из двух зубьев, которые в процессе сверления своими режущими кромками врезаются в материал заготовки и срезают его в виде стружки. Это основная часть сверла. Направляющая часть сверла необходима для создания направления при работе инструмента. Поэтому она имеет две направляющие винтовые ленточки, которые при сверлении соприкасаются с рабочей поверхностью направляющей втулки и со стенками обработанного отверстия. Направляющая часть имеет вспомогательные режущие кромки - ленточки, которые участвуют в оформлении поверхности обработанного отверстия. Кроме этого направляющая часть сверла служит запасом для переточек инструмента. Она обеспечивает также удаление стружки из зоны резания. Хвостовик служит для закрепления сверла на станке.
Длина рабочей части рассчитывается по формуле, мм:
2) Для растачивания ступенчатого отверстия диаметром 18.55 мм, 22 мм и оформления фаски 1х450 выбираем резец расточной «Сандвик Коромант» с механическим креплением 4-хгранной пластины (рис. 4). Конструкция резца с винтовым закреплением режущей пластины по схеме S. Резец состоит из державки, опорной пластинки, переходной резьбовой втулки для закрепления опорной пластинки, режущей пластинки с задним углом α = 12°, врезанной в державку и крепежного винта. Главной особенностью конструкции является крепежный винт с конической головкой, а также режущая пластинка с коническим (тороидным) отверстием. Такое конструктивное решение привело к предельно малому количеству деталей резца, его компактности и малым габаритам. Ось резьбового отверстия крепежного винта смещена в сторону неподвижного упора в виде стенок гнезда державки на расстояние около 0,15
мм. Вследствие этого, при завертывании винта режущая пластинка перемещается к неподвижному упору, прижимается к нему и к основанию гнезда державки.
Резец предназначен главным образом для растачивания отверстий Ø12÷40 мм. Отвод и формирование стружки в резце осуществляется канавкой.
Рисунок 4 - Конструкция расточного резца с механическим креплением
твердосплавной пластины
3) На токарных станках наиболее широко применяется метод нарезания внутренней резьбы резцами. Резьбонарезные резцы оснащают пластинами из быстрорежущей стали и твердых сплавов. При обработке стальных деталей применяют резцы с пластинами из твердых сплавов марок Т15К6 или Т14К8. Нарезание резьбы в отверстии производят или сразу после сверления (при 8Н, 7Н) или после его растачивания (6Н, 5Н). В глухих отверстиях резьба заканчивается канавкой для выхода резца. Внутренний диаметр канавки должен быть на 2-4 мм больше внутреннего диаметра резьбы, а ширина канавки равна 1,5…2Р.
Для нарезания внутренней метрической резьбы М20х1.5 мм выбираем резец резьбовой с твердосплавной напаянной пластиной ГОСТ 18885-73 тип 2; обозначение пластины 11150 ГОСТ 25398-90 (рис. 5).
Рисунок 5 - Конструкция резьбового резца с твердосплавной
напаянной пластиной
4) Отрезные резцы служат для отрезания материала от прутков сравнительно небольшого диаметра. Они выполняются с оттянутой головкой, т. е. ширина головки выполняется меньше ширины тела резца. Длина оттянутой головки выбирается из расчета свободной отрезки заготовки. Отрезные резцы работают в весьма тяжелых условиях, так как их рабочая часть имеет малую жесткость, а отвод стружки из зоны резания затруднен. Головка резца имеет относительно малую толщину. Чтобы не ослаблять в значительной степени головку, для отрезных резцов приходится принимать небольшие значения углов (порядка 1…3°) в плане φ1 и задних углов α1 на вспомогательных боковых режущих кромках. С целью повышения прочности и жесткости головки высота ее делается больше высоты стержня.
Отрезной резец при работе обычно не срезает весь металл среза, так как в определенный момент отрезаемая заготовка отламывается и в центре остается
несрезанный стержень. Если необходимо полностью обработать один из торцов, не оставляя на нем центрального стержня, то главную режущую кромку резца оформляют под углом φ = 75…80°.
Отрезные резцы с твердосплавными пластинами выполняются по ГОСТ 18884-73.
Рисунок 6 - Конструкция отрезного резца с твердосплавной
напаянной пластиной
5 ВЫБОР ВСПОМОГАТЕЛЬНОГО ИНСТРУМЕНТА
На станке модели 1В340Ф3 режущий инструмент крепят с помощью резцедержателей. Ось револьверной головки расположена вертикально. В револьверной головке имеется 8 гнёзд для размещения вспомогательного инструмента. Резцедержатели должны удовлетворять следующим основным требованиям: обеспечивать; иметь высокую точность базирования; легко и быстро устанавливаться и сниматься; иметь межразмерную унификацию.
Вспомогательный инструмент, используемый в проектируемой инструментальной наладке, должен обеспечивать крепление резцов для наружной и внутренней обработки и двух свёрл.
Для крепления применяются вспомогательные инструменты с цилиндрическим хвостовиком и базирующей призмой. Вспомогательный инструмент крепится в револьверной головке при помощи унифицированной хвостовой части (цилиндрического хвостовика с рифлёной лыской) и прижимается винтом в лыску хвостовика. Режущий инструмент в резцедержателе устанавливается в паз и закрепляется винтами. Смена инструментов производится вручную. Расположение инструмента в наладке:
- гнёздо № 1 – упор
- гнёздо № 2 – резец для контурного точения правый - державка с перпендикулярным открытым пазом;
- гнёздо № 3 – сверло центровочное
- гнёздо № 3 – резец для контурного точения левый - державка с перпендикулярным открытым пазом;
- гнёздо № 4 – сверло спиральное;
- гнёздо № 5 – резец расточной - державка с осевым открытым пазом;
- гнёздо № 6 – резец канавочный - державка с осевым открытым пазом;
- гнёздо № 7 – резец резьбовой - державка с осевым открытым пазом;
-гнёздо № 8 –резец отрезной (прорезной) - державка с перпендикулярным открытым пазом;
6 РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ
Расчет режимов резания выполняется в соответствии с определенной последовательностью обработки по переходам.
Переход 1 – черновое точение контура детали.
Определение поправочного коэффициента:
Kυ = Kмυ · Kпυ · Kиυ,
где Kпυ - коэффициент, учитывающий состояние поверхности, для проката
Kпυ = 0,9 мм;
Kиυ - коэффициент, учитывающий свойства материала инструмента, для твердосплавных пластин: Т5К10 Kиυ= 0,65.
Kмυ - коэффициент, учитывающий свойства обрабатываемого материала;
,
где σв – предел прочности обрабатываемой стали, для незакаленного калиброванного прутка 5 категории из стали 45 σв = 640 МПа;
n – показатель степени, для стали 45 n = 1;
Kг - коэффициент, учитывающий группу стали по обрабатываемости, для стали 45 Kг= 1.
Kυ = 1,17 · 0,9 · 0,65 = 0,68
Определение скорости резания:
где Сυ, m, xυ, yυ – коэффициенты и показатели степени, учитывающие условия обработки: Сυ = 340, хυ = 0,15, уυ = 0,45, тυ = 0,2;
Т – период стойкости режущего инструмента, Т = 60 мин.;
t - глубина резания, t = 1 мм;
S - подача, S = 0,5 мм/об.
Переход 1- черновое точение контура детали
Определение частоты вращения:
= 1167 об./мин
Переход 2 – центровка отверстия
Поправочный коэффициент:
Kυ = Kмυ · Kиυ · Klυ,
где Kмυ- коэффициент, учитывающий свойства обрабатываемого материала;
Kиυ- коэффициент, учитывающий свойства материала инструмента, Kиυ= 1.
где 0,9 – поправочный коэффициент при точении внутренних поверхностей
= 1792 об./мин.
Переход 5 – точение внутренней канавки
= 506 об./мин.
Переход 7 – растачивание отверстия
где 0,9 – поправочный коэффициент при точении внутренних поверхностей
= 2816 об./мин.
Переход 6 - нарезание внутренней резьбы резцом
= 650 об./мин.
Переход 7- отрезание детали
= 407об./мин.
7 ПРОЕКТИРОВАНИЕ ИНСТРУМЕНТАЛЬНОЙ НАЛАДКИ
Инструментальная наладка проектируется с целью пояснение способа базирования и закрепления заготовки и инструментов на станке.
Маршрут обработки детали указан в таблице 5.
Таблица 5 - Маршрут обработки детали
№
перехода
Содержание перехода
Режущий инструмент
Наименование
Марка материала режущей части
Подрезать торец и точить контур детали по программе, выдерживая размеры согласно эскизу
Резец токарный для контурного точения правый «Сандвик Коромант» с механическим креплением многогранной твердосплавной пластины
Т5К10
Точить канавку Ø24 мм шириной 4 мм по программе, выдерживая размеры согласно эскизу
Резец токарный отрезной (прорезной) с пластиной из твёрдого сплава ГОСТ 18884-73
Т5К10
Центровать заготовку по программе, выдерживая размеры согласно эскизу
Сверло центровочное одностороннее
ОСТ И20-5-80
Р6М5
Сверлить глухое отверстие Ø12 мм глубиной 40 мм
по программе, выдерживая размеры согласно эскизу
Сверло спиральное с коническим хвостовиком ГОСТ 10903-77
Р6М5
Расточить отверстие Ø18.мм на глубину 28 мм; расточить отверстие Ø22 мм на глубину 8 мм; точить фаску 1х450
по программе, выдерживая размеры согласно эскизу
по программе, выдерживая размеры согласно эскизу
Резец расточной «Сандвик Коромант» с механическим креплением многогранной твердосплавной пластины
Т15К6
Расточить канавку канавку Ø21 мм шириной 4 мм по программе, выдерживая размеры согласно эскизу
Резец канавочный с пластиной из твёрдого сплава ГОСТ 18885-73
Т5К10
Расточить отверстие диаметром 18.55,расточить отверстие диаметром 14 выдерживая размер 44 по программе выдерживая размеры согласно эскизу
Резец расточной «Сандвик Коромант» с механическим креплением многогранной твердосплавной пластины
Т15К6
Нарезать резьбу М20х1,5мм
по программе, выдерживая размеры согласно эскизу
Резец токарный резьбовой с пластиной из твёрдого сплава ГОСТ 18885-73
Т15К6
Отрезать деталь по программе, выдерживая размеры согласно эскизу
Резец токарный отрезной (прорезной) с пластиной из твёрдого сплава ГОСТ 18884-73
Т5К10
На рисунке 7 дана схема инструментальной наладки.
Рисунок 7 – Схема инструментальной наладки
8 РАЗРАБОТКА УПРАВЛЯЮЩИХ ПРОГРАММ
ЧПУ «Электроника НЦ-31» предназначена для применения в оперативной системе управления токарным станком, оснащенным следящим приводом и фотоимпульсными измерительными преобразователями.
Особенностью данной системы является ее компактность, отсутствие носителя программ на перфоленте и сочетание возможностей обработки деталей, подобно обработке на универсальных станках и на станках с ЧПУ. ЧПУ обеспечивает ввод и редактирование управляющей программы (УП) с помощью клавиатуры пульта оператора, а также возможностью передачи УП в кассету внешней памяти (КВП и ПЗУ) для хранения вне станка и последующего ввода УП из КВП в ЧПУ.
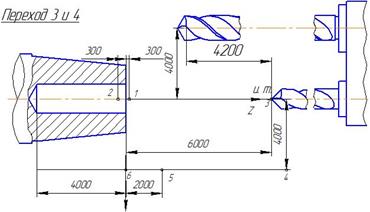
Траектория движения инструмента для каждого перехода показана на рисунках 8…14.
Рисунок 8 – Координатный чертеж на 2 переход
Таблица 6 - Управляющая программа на 2 переход
Координаты опорных точек траектории
Программа
Содержание программы
№ точки
Х
Z
№
кадра
Кодовая запись кадра
Т2
Вызов чернового резца для контурного точения (гнездо 2)
M4
Вращение шпинделя против часовой стрелки
М42
Включение второго диапазона
S800
Частота вращения шпинделя, S = 800 об./мин
F50
Рабочая подача F = 0,5 мм/об.
M8
Включение охлаждения
и.т.
X3000*
Перемещение одновременно по двум осям на быстром ходу в и. т. с координатами Х=30 мм, Z=50 мм
Z5000
X0*
Перемещение одновременно по двум осям на быстром ходу в т. 1 с координатами Х=0 мм, Z=20 мм
Z200
X0
Перемещение по оси Х на рабочей подаче в т. 2
с координатой Х=0 мм
Z0
X1500
Перемещение по оси Z на рабочей подаче в т. 3
с координатой Z=2 мм
Z2
-1000
Х1600
Перемещение по оси Z на рабочей подаче в т. 4
с координатой Z=-10 мм
Z-1000
Х0
Перемещение по оси Z на рабочей подаче в т. 5
с координатой Z=2 мм
Z200
-2000
Х1700
Перемещение по оси Z на рабочей подаче в т. 6
с координатой Z=-20мм
Z-2000
Х0
Перемещение по оси Z на рабочей подаче в т. 7
с координатой Z=2 мм
Z200
-3000
Х1800
Перемещение по оси Z на рабочей подаче в т. 8
с координатой Z=-30мм
Z-3000
Х0
Перемещение по оси Z на рабочей подаче в т. 9
с координатой Z=2 мм
Z200
-4000
Х1900
Перемещение по оси Z на рабочей подаче в т. 10
с координатой Z=-40мм
Z-4000
-4200
Перемещение по оси Z на рабочей подаче в т. 11
с координатой Z=-42мм
Z-4200
-4200
Х2261
Перемещение по оси Х на рабочей подаче в т. 12
с координатой Х=22,61мм
и.т.
Х5000*
Перемещение одновременно по двум осям на быстром ходу в и. т. с координатами Х=50 мм, Z=30 мм
Z3000
с.и.
C.И.
X0*
Перемещение револьверной головки одновременно по двум осям на быстром ходу в т. смены инструмента с координатами Х=0 мм, Z=с.и.
 СОДЕРЖАНИЕ
СОДЕРЖАНИЕ АННОТАЦИЯ
АННОТАЦИЯ 1 ХАРАКТЕРИСТИКА ТОКАРНО-РЕВОЛЬВЕРНОГО СТАНКА
1 ХАРАКТЕРИСТИКА ТОКАРНО-РЕВОЛЬВЕРНОГО СТАНКА Таблица 1 – Техническая характеристика
Таблица 1 – Техническая характеристика

 2 КОНСТРУКТОРСКАЯ ДОРАБОТКА ЧЕРТЕЖА
2 КОНСТРУКТОРСКАЯ ДОРАБОТКА ЧЕРТЕЖА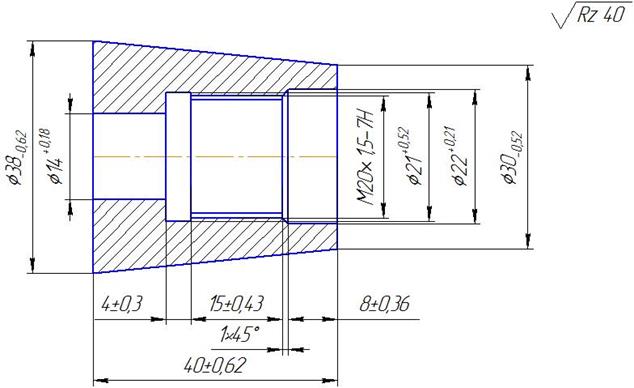
 3 ПЛАН ОБРАБОТКИ ДЕТАЛИ
3 ПЛАН ОБРАБОТКИ ДЕТАЛИ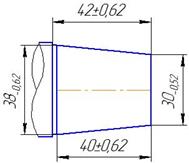
 продолжение таблицы 2
продолжение таблицы 2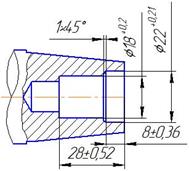
 продолжение таблицы 2
продолжение таблицы 2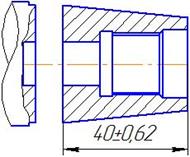
 4 ВЫБОР РЕЖУЩЕГО ИНСТРУМЕНТА
4 ВЫБОР РЕЖУЩЕГО ИНСТРУМЕНТА Таблица 3 – Выбор режущего инструмента
Таблица 3 – Выбор режущего инструмента − повышение стойкости на 20-25 % по сравнению с напаянными резцами;− сокращение затрат на инструмент в 2-3 раза и потерь вольфрама и кобальта в 4-4,5 раза;− упрощение инструментального хозяйства;− уменьшение расхода абразивов на заточку.
− повышение стойкости на 20-25 % по сравнению с напаянными резцами;− сокращение затрат на инструмент в 2-3 раза и потерь вольфрама и кобальта в 4-4,5 раза;− упрощение инструментального хозяйства;− уменьшение расхода абразивов на заточку.  Твердосплавные пластины, выполненные из твёрдого сплава Т5К10 ГОСТ 25396-90 и T15K6 ГОСТ 25395-90, имеет ряд преимуществ:
Твердосплавные пластины, выполненные из твёрдого сплава Т5К10 ГОСТ 25396-90 и T15K6 ГОСТ 25395-90, имеет ряд преимуществ:
 Резец предназначен главным образом для растачивания отверстий Ø12÷40 мм. Отвод и формирование стружки в резце осуществляется канавкой.
Резец предназначен главным образом для растачивания отверстий Ø12÷40 мм. Отвод и формирование стружки в резце осуществляется канавкой.
 Отрезные резцы с твердосплавными пластинами выполняются по ГОСТ 18884-73.
Отрезные резцы с твердосплавными пластинами выполняются по ГОСТ 18884-73.
 5 ВЫБОР ВСПОМОГАТЕЛЬНОГО ИНСТРУМЕНТА
5 ВЫБОР ВСПОМОГАТЕЛЬНОГО ИНСТРУМЕНТА 6 РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ
6 РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ ,
,


 = 1167 об./мин
= 1167 об./мин
 = 796 об./мин.
= 796 об./мин.
 = 700об./мин.
= 700об./мин. Переход 4 – растачивание отверстия
Переход 4 – растачивание отверстия
 = 1792 об./мин.
= 1792 об./мин.
 = 506 об./мин.
= 506 об./мин. = 2816 об./мин.
= 2816 об./мин.
 = 650 об./мин.
= 650 об./мин.
 = 407об./мин.
= 407об./мин. 7 ПРОЕКТИРОВАНИЕ ИНСТРУМЕНТАЛЬНОЙ НАЛАДКИ
7 ПРОЕКТИРОВАНИЕ ИНСТРУМЕНТАЛЬНОЙ НАЛАДКИ На рисунке 7 дана схема инструментальной наладки.
На рисунке 7 дана схема инструментальной наладки.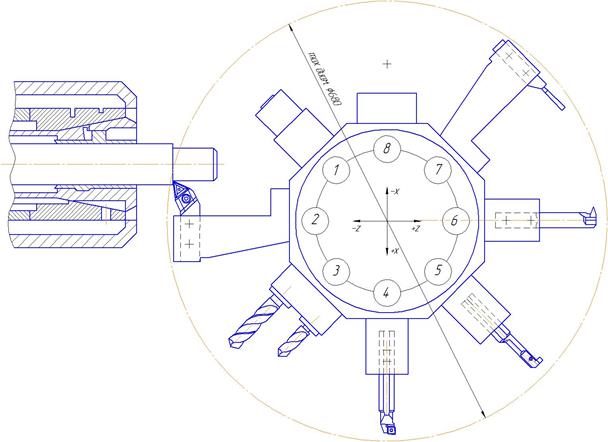
 8 РАЗРАБОТКА УПРАВЛЯЮЩИХ ПРОГРАММ
8 РАЗРАБОТКА УПРАВЛЯЮЩИХ ПРОГРАММ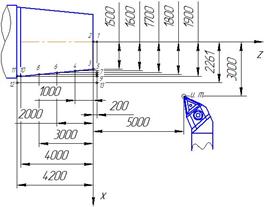
 Таблица 6 - Управляющая программа на 2 переход
Таблица 6 - Управляющая программа на 2 переход X3000*
X3000* X0*
X0*