- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Глава IV. Разметка
Глава IV. Разметка
§ 11. Общие понятия
Заготовки для деталей машин поступают на обработку в механические и слесарные цеха в виде поковок сортового металла. В зависимости от назначения деталей одни заготовки остаются необработанными, другие обрабатываются частично или полностью. При обработке с поверхности заготовки удаляется определенный слой металла, в результате уменьшается ее размер. Разность между размером заготовки до и после обработки является величиной припуска на обработку.
Чтобы знать, где и до каких размеров вести обработку, сначала заготовку размечают. Разметкой называется операция нанесения на обрабатываемую заготовку разметочных линий (рисок), определяющих контуры будущей детали или места, подлежащие обработке.
Разметку выполняют точно и аккуратно, потому что ошибки, допущенные при разметке, могут привести к тому, что изготовленная деталь окажется браком. Может быть и наоборот, неточно отлитую и поэтому забракованную заготовку можно исправить тщательной разметкой, перераспределив припуски для каждой размечаемой поверхности.
Точность, достигаемая при обычных методах разметки, составляет примерно 0,5 мм. При точной разметке ее можно повысить до сотых долей миллиметра.
Разметка применяется преимущественно в индивидуальном и мелкосерийном производствах. На заводах крупносерийного и массового производства надобность в разметке отпадает благодаря использованию специальных приспособлений - кондукторов, упоров и т. п.
Виды разметки разделяют на три основные группы: машиностроительная, строительная, котельная и судовая. Разметка машиностроительная является самой распространенной операцией слесарной обработки. Котельная и судовая разметка имеют некоторые особенности, и им посвящена специальная литература.
В зависимости от формы размечаемых заготовок и деталей разметка делится на плоскостную и пространственную (объемную).
Плоскостная разметка выполняется обычно на поверхностях плоских деталей, на полосовом и листовом материале, и заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий (рисок), окружностей, дуг, углов, осевых линий, разнообразных геометрических фигур по заданным размерам или контуров различных отверстий по шаблонам.
Приемами плоскостной разметки нельзя разметить даже самое простое тело, если поверхности его не прямолинейны. При плоскостной разметке нельзя нанести горизонтальные риски на боковую поверхность цилиндра, перпендикулярные его оси, так как к ней нельзя приложить угольник и линейку. Но если бы и нашлась гибкая линейка, которую удалось бы обвить вокруг поверхности цилиндра, то нанесение параллельных рисок на цилиндр представило бы большие трудности.
Пространственная разметка, наиболее распространенная в машиностроении, по приемам существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, а увязывать разметку этих отдельных поверхностей между собой.
§ 12. Приспособления для плоскостной разметки
Для выполнения разметки используют различные приспособления: разметочные плиты, подкладки, поворотные приспособления, домкраты и т. д.
На разметочной плите устанавливают подлежащие разметке детали и располагают все приспособления и инструмент. Разметочная плита отливается из серого мелкозернистого чугуна, в нижней части имеет ребра жесткости, которые предохраняют плиту от возможного прогиба под тяжестью собственной массы и размечаемых деталей. Верхнюю, рабочую поверхность и боковые стороны плиты точно обрабатывают на строгальных станках и затем шабрят.
На рабочей поверхности больших плит иногда делают продольные и поперечные канавки на равных расстояниях одна от другой (200 - 250 мм), образующие равные квадраты. Канавки имеют глубину 2 - 3 мм, ширину 1-2 мм, они облегчают установку на плите различных приспособлений.
Размер плиты выбирают так, чтобы ее ширина и длина были на 500 мм больше соответствующих размеров размечаемой заготовки.
Большие плиты имеют размер: 1500 × 3000; 3000 × 5000; 400 × 6000 и 6000 × 10 000 мм; средние 500 × 800; 750 × 1000 и 1000 × 1500 мм. Малые плиты: 100 × 200; 200 × 200; 200 × 300; 300 × 300; 300 × 400; 400 × 400; 450 × 600. Плиты больших размеров, например 6000 × 10 000 мм, изготовляют составными из двух или четырех плит, которые скрепляют болтами и шпонками.
Малые плиты устанавливают на столы (рис. 27, а) или чугунные тумбы, большие ставят на кирпичные фундаменты (рис. 27, 6) или на домкраты, размещенные на фундаменте. Расстояние от рабочей поверхности небольших плит до пола должно быть 800 - 900 мм и 700 - 800 мм для плит большого размера.
Рабочая поверхность плиты устанавливается по уровню строго горизонтально. Горизонтальное положение небольших плит достигается установкой клиньев, а больших - при помощи домкратов или двойных клиньев с винтом.
Поверхность плиты всегда должна быть сухой и чистой. После работы плиту обметают щеткой, тщательно протирают тряпкой, смазывают маслом для предохранения от коррозии и накрывают деревянным щитом. Не менее одного раза в неделю плиту промывают скипидаром или керосином. Нельзя передвигать по плите размечаемые заготовки во избежание появления забоин и царапин.
Необработанные заготовки устанавливают не прямо на плиту, а на специальные подкладки или на домкраты.
Применяемые при разметке инструменты и приспособления передвигают по плите плавно. Рабочую поверхность плиты рекомендуется натирать графитовым порошком.
Для особо крупных деталей целесообразно устанавливать несколько разметочных плит рядом и на одном уровне.
Проверка точности плиты. Проверяется плоскостность разметочных плит при помощи точной поверочной линейки, или щупа, или папиросной бумаги. Линейку прикладывают ребром к рабочей поверхности разметочной плиты. Зазор между этими поверхностями контролируют щупом. Толщина щупа, который проходит в щель между линейкой и разметочной плитой, не должна превышать 0,03 - 0,06 мм (в зависимости от размера плиты).
Рабочие поверхности шабреных плит, предназначенных для точной разметки, проверяют на краску поверочной линейкой. Число пятен в квадрате 25 × 25 мм должно быть не менее 20.
Плиты размещают в наиболее светлой части помещения или под световым фонарем, в местах, где на них не может влиять вибрация от работающих станков. При разметке крупных деталей, особенно внутренних поверхностей, в качестве дополнительного источника света удобно пользоваться рефлекторным светильником конструкции В. Я. Коровина (рис. 28), надеваемым на голову разметчика. Такой светильник удобен не только расположением источника света, но и тем, что не занимает рук разметчика. Светильник состоит из рефлектора 7, прикрепленного через шарнир к стальной ленте 4, которая стягивается резиновой лентой 5. В рефлектор вставляется электрическая лампочка 12 В. Провод 3 с резиновой изоляцией прикреплен к стальной ленте и имеет на конце штепсельную вилку 6.
Прежде чем приступить к разметке, заготовку устанавливают и выверяют на разметочной плите, пользуясь для этого различными опорными подкладками, призмами и домкратами различных конструкций.
Подкладки служат для обеспечения правильной установки деталей при разметке, а также для предохранения разметочных плит от царапин и забоин. В зависимости от назначения подкладки бывают разных конструкций. Самыми простыми подкладками являются плоские опорные (рис. 29,а), подкладки больших размеров выполняют пустотелыми или двутаврового сечения, цилиндрическими и др.
Клиновидные подкладки (рис. 29,6) представляют собой два соединенных, точно обработанных стальных клина 2 и 3. Размечаемую заготовку устанавливают на верхней поверхности клина 2. Подъем и опускание заготовки производят вращением винта 7, находящегося в теле клина 3. Имея набор клиньев разной толщины, регулируют положение размечаемых заготовок по высоте. На боковой поверхности нижнего клина нанесена шкала, позволяющая контролировать и точно регулировать высоту клина. Перемещение на одно деление равно 0,1 мм.
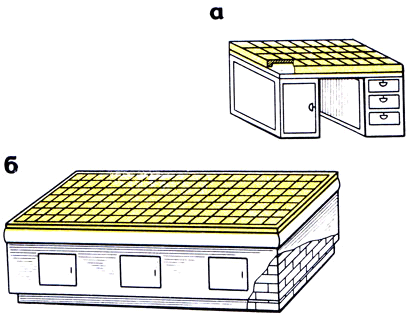
Рис. 27. Разметочные плиты: а - на тумбах, б - на фундаменте
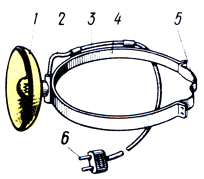
Рис. 28. Рефлекторный светильник: 1 - рефлектор, 2,3 - провод от шарнира, 4 - стальная лента, 5 - резиновая лента, 6 - штепсельная вилка
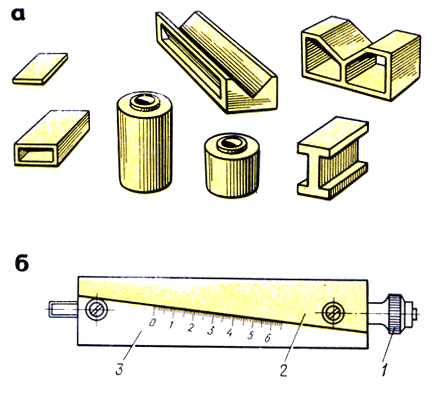
Рис. 29. Подкладки: а - плоские, призматические, б - клиновые; 1 - винт, 2, 3 - стальные клинья
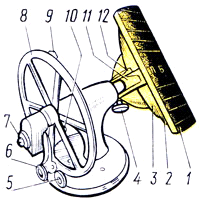
Рис. 30. Поворотное приспособление с электромагнитом: 1 - плоскость, 2 - кожух, 3, 11 - оси, 4, 6, 10 - винты, 5 - маховичок, 7 - выключатель, 8 - лимб, 9 - нониус, 12 - кромка кругового лаз
Поворотное приспособление для разметки с электромагнитом (рис. 30) обеспечивает быстрое закрепление размечаемых деталей в наиболее удобном положении. Деталь устанавливают на плоской поверхности электромагнита, катушки которого защищены литым кожухом 2. Электромагнитный стол вращают вокруг оси 3. Горизонтальная ось 11 пропущена через круговой паз сферического прилива кожуха магнитного стола и соединена с осью 3 втулкой. На другом конце горизонтальной оси насажен лимб 8 большого диаметра со шкалой на 360°. Для отсчетов углов поворота горизонтальной оси имеется подвижной нониус Я вращающийся на этой оси и фиксируемый винтом 10. Точная установка лимба по нониусу осуществляется маховичком 5, фрикционно связанным с лимбом. Лимб фиксируется затяжным винтом 6. Угол поворота магнитного стола вокруг оси 3 устанавливают по шкале или по расточенным через 15° отверстиям кромки 12 кругового паза. При установке по шкале стол фиксируют винтом 4. Включают электромагнит выключателем 7.
Преимущество конструкции: быстрая установка размечаемых деталей, точная угловая ориентировка, удобство при разметке. Недостатки: плохая балансировка (при разметке тяжелых деталей оно легко опрокидывается), опасность неожиданного выключения электромагнита, Невозможность крепления немагнитных изделий, высокая стоимость установки с преобразователем тока.
Домкраты применяют для установки громоздких и тяжелых заготовок, они позволяют выверять и регулировать положение размечаемых заготовок по высоте. На рис. 31, а показан обыкновенный домкрат, в корпусе которого имеется винт с прямоугольной резьбой для ввертывания. На верхнем конце винта закрепляют головки различной формы: шариковую (рис. 31,6) для установки необработанных деталей, призматическую (рис. 31, в) для установки цилиндрических деталей.
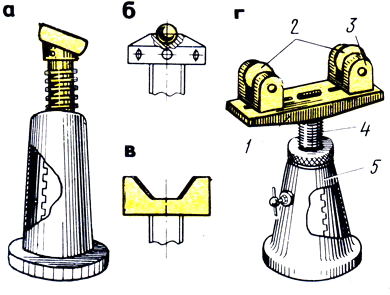
Рис. 31. Домкраты: а - обыкновенный, г - роликовый; головки: б - шариковая, в - призматическая; 1 - плита, 2 - ролики, 3 - кронштейн, 4 - винт, 5 - корпус
Подъем и опускание заготовки осуществляют вращением винта.
Роликовый домкрат (рис. 31 ,г) дает возможность не только регулировать положение заготовки по высоте, но и свободно поворачивать ее в горизонтальной плоскости, что необходимо при разметке тяжелых заготовок. Домкрат имеет корпус 5 с широким основанием и отверстием с резьбой, в которое ввертывается винт 4. На винте установлена плита 1 с кронштейнами 3, в которых вращаются шлифованные закаленные бочкообразные ролики 2. Ролики можно сдвигать и раздвигать соответственно размерам размечаемых деталей (заготовок).
Для разметки больших цилиндрических деталей применяют выдвижные центры.
§ 13. Инструменты для плоскостной разметки
Чертилки (иглы) служат для нанесения линий (рисок) на размечаемую поверхность при помощи линейки, угольника или шаблона. Изготовляют чертилки из инструментальной стали У10 или У12. Для разметки на стальной, хорошо обработанной поверхности применяют чертилки из латуни, а на алюминий риски наносят остро заточенным карандашом.
Широко применяют три вида чертилок: круглую, с отогнутым концом и со вставной иглой.
Круглая чертилка представляет собой стальной стержень длиной 150 - 200 мм и диаметром 4 - 5 мм, один конец которого закален на длине 20 - 30 мм и заострен под углом 15°, а другой согнут в кольцо диаметром 25 - 30 мм (рис. 32, а).
Чертилка с отогнутым концом представляет собой стальной стержень, заостренный с двух сторон, один конец которого отогнут под углом 90° (рис. 32, б). Средняя часть чертилки утолщена и для удобства на ней сделана накатка. Отогнутым концом наносят риски в труднодоступных местах (рис 32, в).
Чертилка со вставной иглой (рис. 32,г) выполнена по типу часовых отверток; в качестве вставной иглы могут быть использованы стальные заточенные и закаленные стержни.
Чертилка карманная разметчика
В. А. Андреева (рис. 32,л) выполнена в виде карандаша с убирающимся острием. Корпус чертилки состоит из двух частей, вращающихся друг относительно друга на четырех шариках, которые заводятся при сборке через продольные пазы. Предусмотрен держатель для крепления чертилки в кармане работающего и для предотвращения скатывания с плиты. На рабочим стержень напаян стержень из твердого сплава ВК6, заточенный на конус с углом 20°. Чертилки должны быть острозаточенными. Коническая поверхность чертилки должна быть хорошо обработанной (гладкой), не царапать линейку, угольник. Чем острее рабочая часть чертилки, тем тоньше будет разметочная риска и тем, следовательно, выше точность разметки. Затачивают чертилки на зоточных станках (рис. 33). Чертилку берут левой рукой за середину, а правой рукой за конец, противоположный затачиваемому. Выдерживая постоянный угол наклона относительно абразивного круга, с легким нажимом прикладывают чертилку конусом к вращающемуся кругу, равномерно вращая ее пальцами правой руки. Во избежание отпуска острие чертилки периодически охлаждают в жидкости.
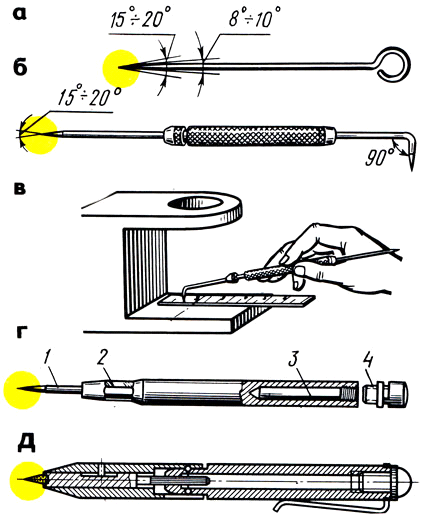
Рис. 32. Чертилки: а - круглая, б - с отогнутым концом, в - применение чертилки с отогнутым концом, г - со вставными иглами, д - карманная; 1 - игла, 2 - корпус, 3 - запасные иглы, 4 - пробка
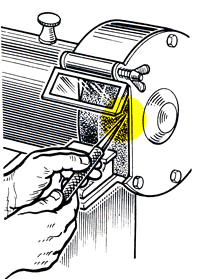
Рис. 33. Заточка чертилки
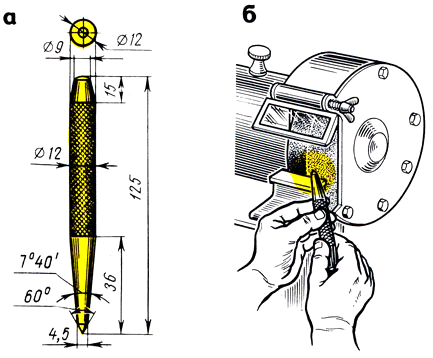
Рис. 34. Обыкновенный кернер (а), его заточка (б)
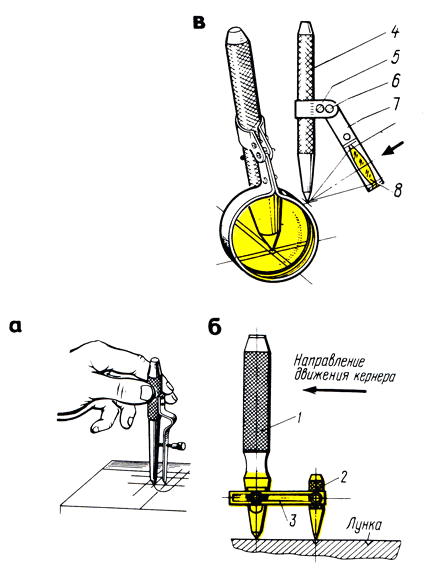
Рис. 35. Специальные кернеры: а - для накернивания закруглений, б - шаговый, в - с лупой С. М. Ненастьева; 1 - основной кернер, 2 - вспомогательный кернер, 3 - планка, 4 - кернер, 5,7 - хомутики, 6 - винт, 8 - пупа
Кернер-слесарный инструмент, применяется для нанесения углубления (кернов) на предварительно размеченных линиях. Керны делают для того, чтобы риски были отчетливо видны и не стирались в процессе обработки детали. Изготовляют кернеры из инструментальной углеродистой стали У7А, У8А, 7ХФ, 8ХФ. Рабочую часть кернеров (конус) термически обрабатывают на длине 15 - 30 мм до твердости HRC 55 - 59, а ударную часть - на длине 15 - 25 мм до твердости HRC 40 - 45. Средняя часть кернера имеет рифление (накатку) для удобства работы им.
Кернеры бывают обыкновенные, специальные, пружинные (механические) и электрические.
Обыкновенный кернер (рис. 34,а) представляет собой стальной стержень длиной 100, 125 и 160 мм и диаметром 8, 10, 12 мм, боек его имеет сферическую поверхность. Острие кернера затачивают на шлифовальном круге под углом 60° (рис. ЗА,6). При более точной разметке пользуются малыми кернерами с острием, заточенным под углом 30-45°.
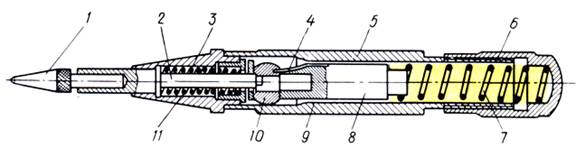
Рис. 36. Пружинный кернер: 1 - кернер, 2 - стержень, 3, 5, 6 - свинченные части, 4 - плоская пружина, 7, 11 - пружины, 8 - ударник, 9 - заплечики, 10 - сухарь

Рис. 37. Электрический кернер: 1 - кернер, 2,5 - пружины, 3 ударник, 4 - катушка, 6 - корпус
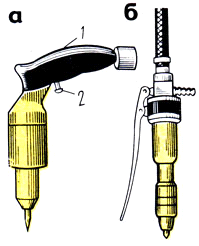
Рис. 38. Кернеры: а - пневматический 'пистолет', б - пневматический портативный А. Н. Подвысоцкого
У кернеров для разметки центров отверстий, подлежащих сверлению, острие затачивают под углом 75°.
Высокопроизводительными кернерами являются специальные, для шаговой разметки, пружинные, электрические.
Специальные кернеры (рис. 35,а) применяют для накернивания малых отверстий и закруглений небольших радиусов. Применение такого кернера заметно повышает качество разметки и производительность.
Кернер для шаговой разметки (рис. 35,6) состоит из двух кернеров - основного 7' и вспомогательного 2, скрепленных общей планкой 3. Расстояние между ними регулируется при помощи отверстий в планке 3 в зависимости от шага размечаемых отверстий. Первое углубление накернивают кернером 7. Затем в полученное углубление вставляют кернер 2 и ударом молотка по кернеру 7 накернивают углубление. После этого кернер 2 переставляют в следующее положение. Шаг между отверстиями выдерживается автоматически, чем и достигается точность разметки и повышение производительности.
Кернер с лупой С. М. Ненастьева (рис. 35,в) состоит из двух хомутиков, соединенных винтом 6 и затягиваемых после установки лупы 8 по зрению рабочего. В одном хомутике 7 устанавливается 3 - 5-кратная лупа, другой хомутик 5 служит для установки лупы на кернер 4 по высоте ее крепления.
Пружинный кернер (рис. 36) применяется для точной разметки тонких и ответственных изделий. Принцип его действия основан на сжатии и мгновенном освобождении пружины.
Кернер имеет корпус, свинченный из трех частей 3, 5, 6. В корпусе помещаются две пружины 7, 7 7, стержень 2 с кернером 7, ударник В со смещающимся сухарем 10 и плоская пружина 4. При нажатии на изделие острием кернера внутренний конец стержня 2 упирается в сухарь, в результате чего ударник перемещается вверх и сжимает пружину 7. Упершись в ребро заплечика 9, сухарь сдвигается в сторону и кромка его сходит со стержня 2. В этот момент ударник под действием силы сжатой пружины 7 наносит по концу стержня с кернером удар. Сразу после этого пружиной 7 7 восстанавливается начальное положение кернера. Сила удара 10-15 кгс регулируется ввинчиванием или отвинчиванием упорного колпачка 6. Вместо кернера 7 в стержень 2 можно вставить клеймо и тогда механический кернер можно использовать для клеймения деталей.
Электрический кернер (рис. 37) состоит из корпуса 6, пружин 2 и 5, ударника 3, катушки 4, кернера 7. При нажатии установленным на риске острием кернера электрическая цепь замыкается и ток, проходя через катушку, создает магнитное поле, ударник мгновенно втягивается в катушку и наносит удар по стержню кернера. Во время переноса кернера в другую точку пружина 5 размыкает цепь, а пружина 2 возвращает ударник в исходное положение. Электрический кернер отличается высокой производительностью.
Пневматический "пистолет" (рис. 38,а) применяется для различных керновочных работ. Для удобства он снабжен ручкой 7, расположенной под углом к оси корпуса, и пусковой кнопкой 2.
Пневматический портативный кернер А. Н. Подвысоцкого (рис. 38,6) отличается от других кернеров малыми размерами и отсутствием рукоятки, которой служит сам кернер.
Циркули используют для разметки окружностей и дуг, для деления отрезков, окружностей и для геометрических построений. Циркулями пользуются и для переноса размеров с измерительных линеек на деталь.
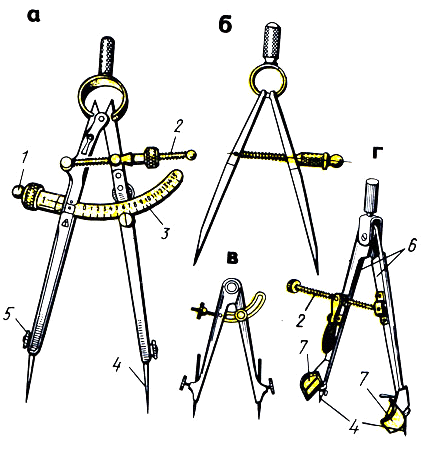
Рис. 39. Циркули слесарные: а - точный, б - пружинный, в - со вставными иглами,1, 2 - микрометрические винты, 3 - установочное устройство, 4 - иглы, г - с линзой; 5 - гайки, 6 - ножки, 7 - разъемные линзы
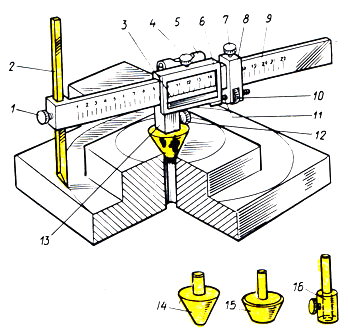
Рис. 40. Разметочный штанген-циркуль: а - устройство, б - разметка прямых линий, в - разметка центров
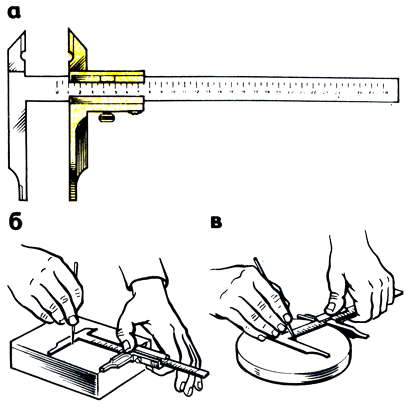
Рис. 41. Разметочный штангенциркуль: 1,4, 7 - винты, 2 - неподвижная ножка, 3 - штанга, 5 - рамка, 6 - нониус, 8 - подвижная ножка, 9, 10 - иглы
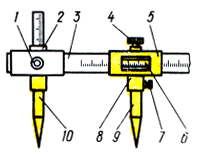
Рис. 42. Усовершенствованный разметочный штангенциркуль: 1 - стопорный зажим, 2 - резец, 3 - нониус, 4, 12 - зажимы, 5 - уровень, 6 - рамка, 7 - винт, 8 - хомутик, 9 - штанга, 10 - гайка, 11 - микровинт, 13, 14, 15 - вставки, 16 - удлинитель
Разметочные циркули бывают: простой или с дугой, точный (рис. 39,а) и пружинный (рис. 39,6). Простой циркуль состоит из двух шарнирно соединенных ножек (рис. 39,а), целых или со вставными иглами (рис. 39,а), он позволяет установку нужного раствора ножек фиксировать винтом.
Слесари-новаторы, стремясь повысить точность разметки, совершенствуют конструкции циркулей.
Л. С. Новиков разработал конструкцию циркуля (рис 39,г), состоящего из двух ножек 6, снабженных на концах закаленными иглами 4, и двух разъемных линз 7 с пятикратным увеличением. Линзы установлены так, что концы игл 4 находятся в фокусе. Это дает возможность отчетливо видеть острие иглы и точно совмещать его с делениями масштабной линейки или с рисками размечаемой детали.
Для точной установки размеров циркуль имеет микрометрический винт 2. Преимущества этого циркуля: удобство и высокая точность установки. Однако его детали требуют особо аккуратного обращения и хранения.
Особенностью конструкции циркуля (рис. 39,а) является устройство 3 для установки циркуля непосредственно по его шкале с точностью до 0,2 мм. Микрометрические винты 7 и 2 повышают точность этой установки. Сменные иглы 4 затягиваются гайками 5.
Разметочный штангенциркуль (рис. 40,а) предназначен для точной разметки прямых линий (рис. 40,6) и центров (рис. 40,а).
Разметочный штангенциркуль (рис. 41) служит для разметки окружностей больших диаметров. Он имеет штангу 3 с миллиметровыми делениями и две ножки - неподвижную 2 со стопорным винтом 7 и подвижную 8 с рамкой 5 и нониусом 6, стопорным винтом 4 для закрепления рамки 5. Стопорный винт 7 служит для крепления вставной иглы 9, которая перемещается вниз и вверх и может устанавливаться на разных уровнях.
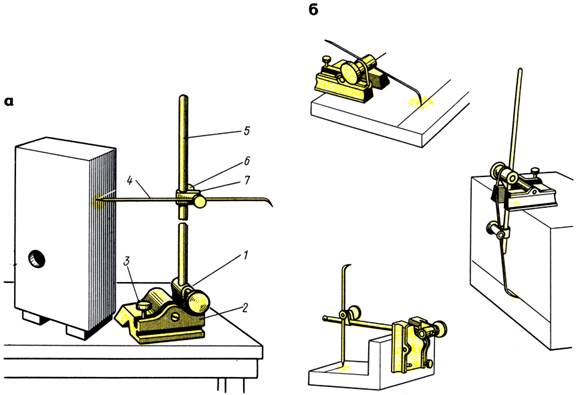
Рис. 43. Рейсмас (а) и его применение (б): 1 планка, 2 - основание, 3 - установочный винт, 4 - чертилка, 5 - стойка (штатив), 6 - винт с гайкой, 7 - муфта
На рис. 42 показан усовершенствованный разметочный штангенциркуль для разметки плоскостей. Он имеет штангу 9 с утолщенным концом, в который устанавливается резец 2. По штанге перемещается рамка 6 с нониусом 3. В нижней части рамки находится вставка 13, в отверстие которой вставляется сменная центрирующая коническая опора, закрепляемая зажимом 12.
Рамка 6 при помощи микрометрического винта 7 7 соединяется с хомутиком 8. Перемещается рамка 6 по штанге вручную и закрепляется зажимом 4. Микрометрическая подача рамки осуществляется поворотом гайки 10 при закрепленном хомутике винтом 7.
При разметке вначале устанавливают центрирующую опору, соответствующую базовому отверстию, затем на плоскость размечаемой детали устанавливают резец. После этого проверяют горизонтальное положение штангенциркуля по уровню 5, закрепляют резец стопорным зажимом 7 и производят разметку.
Рейсмас является основным инструментом для пространственной разметки. Он служит для нанесения параллельных, вертикальных и горизонтальных линий, а также для проверки установки деталей на плите. Рейсмас состоит из чугунного основания 2 (рис. 43,а), вертикальной стойки (штатива) 5, винта с гайкой 6 для крепления чертилки 4, установочного винта 3 для подводки иглы на точную установку размера, планки 7 и муфты 7. Применение рейсмаса показано на рис. 43,6.
Для более точной разметки применяют рейсмас с микрометрическим винтом.
Штангенрейсмасы для разметки описаны в главе XIX "Основы измерения".
§ 14. Подготовка к разметке
Перед разметкой необходимо выполнить следующее:
очистить заготовку от пыли, грязи, окалины, следов коррозии стальной щеткой и ДР-;
тщательно осмотреть заготовку, при обнаружении раковин, пузырей, трещин и т. п. их точно измерить и, составляя план разметки, принять меры к удалению этих дефектов в процессе дальнейшей обработки (если это возможно). Все размеры заготовки должны быть тщательно рассчитаны, чтобы после обработки на поверхности не осталось дефектов;изучить чертеж размечаемой детали, выяснить особенности и размеры детали, ее назначение; мысленно наметить план разметки (установку детали на плите, способ и порядок разметки), особое внимание обратить на припуски на обработку. Припуски на обработку в зависимости от материала и размеров детали, ее формы, способа установки при обработке берут из справочников;
определить поверхности (базы) заготовки, от которых следует откладывать размеры в процессе разметки. При плоскостной разметке базами могут служить обработанные кромки заготовки или осевые линии, которые наносят в первую очередь. За базы также удобно принимать приливы, бобышки, платики;
подготовить поверхности к окрашиванию.
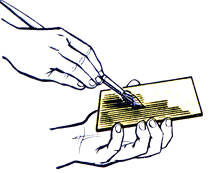
Рис. 44. Нанесение краски на заготовку
Окрашивание поверхностей. Для окраски используют различные составы.
Мел, разведенный в воде. На 8 л воды берут 1 кг мела. Состав доводят до кипения, затем для предохранения слоя краски от стирания в него добавляют жидкий столярный клей из расчета 50 г на 1 кг мела. После добавления клея состав еще раз кипятят. Во избежание порчи состава (особенно в летнее время), в раствор добавляют немного льняного масла и сиккатива, ускоряющего высыхание краски. Такой краской покрывают черные необработанные заготовки. Окрашивание производят малярными кистями, однако этот способ мало производителен. Поэтому, когда это возможно, особенно при крупных деталях или большой партии их, окрашивание выполняют при помощи распылителей (пульверизаторов), которые кроме ускорения работы обеспечивают равномерную и прочную окраску.
Обыкновенный сухой мел. Им натирают размечаемые поверхности. Окраска получается менее прочной. Этим способом окрашивают необработанные поверхности мелких неответственных заготовок.
Раствор медного купороса. На один стакан воды берут три полные чайные ложки купороса и растворяют его. Очищенную от пыли, грязи и масла поверхность покрывают раствором купороса кистью или кусковым медным купоросом натирают смоченную водой поверхность, подлежащую разметке. Разметку делают после того, как купорос высохнет.
На поверхности заготовки осаждается тонкий слой меди, на который хорошо наносятся разметочные риски. Этим способом окрашивают только стальные и чугунные заготовки с предварительно обработанными под разметку поверхностями.
Спиртовой лак. В раствор шеллака в спирте добавляют фуксин. Этот способ окраски применяют только при точной разметке обработанных поверхностей небольших изделий.
Быстросохнущие лаки и краски применяют для покрытия поверхностей больших обработанных стальных и чугунных отливок. Цветные металлы, горячекатаный листовой и профильный стальной материал лаками и красками не окрашивают.
При нанесении краски (рис. 44) заготовку держат в левой руке в наклонном положении. Тонкий и равномерный слой краски наносят на поверхность перекрестными вертикальными и горизонтальными движениями кисти. Раствор во избежание потеков набирают только концом кисти в небольшом количестве.
§ 15. Приемы плоскостной разметки
Разметочные линии наносят в такой последовательности: сначала проводят горизонтальные, затем - вертикальные, после этого - наклонные и последними - окружности, дуги и закругления. Вычерчивание дуг в последнюю очередь дает возможность проконтролировать точность расположения прямых рисок: если они нанесены точно, дуга замкнет их и сопряжения получатся плавными.
Прямые риски наносят чертилкой, которая должна быть наклонена в сторону от линейки (рис. 45,6) и по направлению перемещения чертилки (рис. 45, а). Углы наклона должны соответствовать указанным на рисунке и не изменяться в процессе нанесения рисок, иначе риски будут не параллельными линейке. Чертилку все время прижимают к линейке, которая должна плотно прилегать к детали.
Риски ведут только один раз. При повторном проведении линий невозможно попасть точно в то же местр, в результате получается несколько параллельных рисок. Если риска нанесена плохо, ее закрашивают, дают высохнуть и проводят вновь.
Перпендикулярные линии (не в геометрических построениях) наносят при помощи угольника. Деталь (заготовку) кладут в угол плиты и слегка прижимают грузом, чтобы она не сдвигалась в процессе разметки. Первую риску проводят по угольнику, полку которого прикладывают к боковой поверхности б (рис. 46,а) разметочной плиты (положение угольника 1-1). После этого угольник прикладывают полкой к боковой поверхности а (положение //-ID и проводят вторую риску, которая будет перпендикулярна первой.
Параллельные риски (линии) наносят при помощи угольника (рис. 46,6), перемещая его на нужное расстояние.
Отыскание центров окружностей осуществляют при помощи центроискателей и цен- тронаметчиков. Простейший центроискатель (рис. 47,а) представляет угольник с прикрепленной к нему линейкой, являющейся биссектрисой прямого угла. Установив угольник- центроискатель на наружную поверхность изделия, проводят чертилкой прямую. Она пройдет через центр окружности. Повернув угольник на некоторый угол (около 90°), проводят вторую прямую. На их пересечении и находится искомый центр.
При малом диаметре размечаемого торца центроискателями пользоваться неудобно. В этом случае используют кернер-центроискатель.
Кернер-центроискатель (рис. 47,6) применяется для нанесения центров на цилиндрических деталях диаметром до 40 мм. Он имеет обыкновенный кернер 7, помещенный в воронке (колоколе) 3. В воронку вставлен фланец 2 с отверстием, в котором легко скользит кернер. Разметка заключается в том, что воронку прижимают к торцу изделия и молотком ударяют по головке 5 кернера. Под действием пружины 4 кернер всегда находится в верхнем положении.
Шарнирный ценроискатель К. ф. Крючека (рис. 47,в) имеет преимущества перед другими центроискателями. При помощи его находят положение центровых линий не только
цилиндрических, но и конических, прямоугольных и других отверстий. Центроискатель имеет четыре шарнирно связанные между собой планки, соединенные пружинами. При работе центроискателя пружины прижимают концы планок к стенкам отверстия. Точки А и Б, нанесенные на оси шарниров, указывают положение взаимно перпендикулярных линий.
Разметка углов и уклонов производится при помощи транспортиров (рис. 48,а) и угломеров. При разметке транспортир (рис. 48,6) устанавливают на заданный угол, удерживая левой рукой основание его, а правой рукой, поворачивая широкий конец линейки до тех пор, пока конец линейки, имеющий форму стрелки, ^ие совпадет с делением заданных градусов, нанесенных на основании. После этого линейку закрепляют шарнирным винтом, затем чертилкой наносят линии.
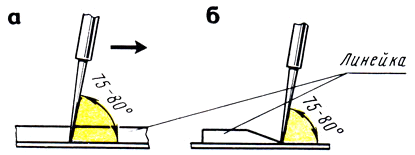
Рис. 45. Нанесение линий (рисок): а - наклон чертилки в сторону перемещения ее, б - наклон в сторону от линейки
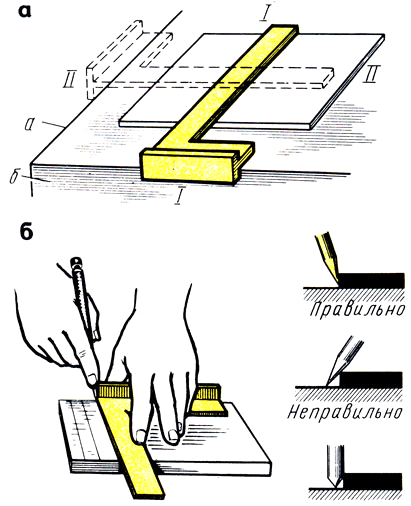
Рис. 46. Нанесение линий: а - перпендикулярных, б - параллельных
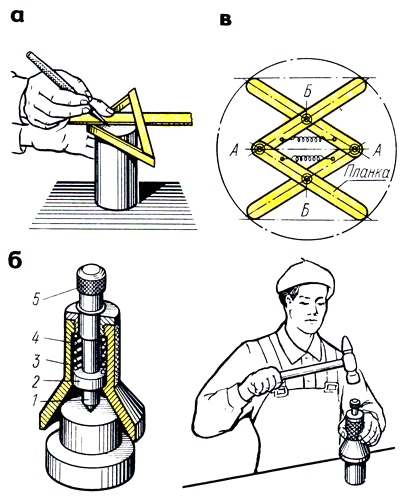
Рис. 47. Отыскание центров окружностей: а - центроискателем, б - кернером-центроискателем, в - шарнирным центроискателем; 1 - кернер, 2 - фланец, 3 - колокол, 4 - пружина, 5 - головка
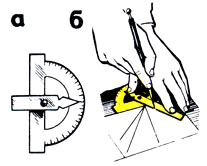
Рис. 48. Транспортир для разметки углов и уклонов (а) и его применение (б)
Штангенциркуль карманный (рис. 49) с линейкой для измерения глубин производства ГДР вместо обычного нониуса имеет индикатор часового типа. Этот инструмент успешно используется разметчиками, так как уменьшает напряжение зрения при взятии отсчетов и обеспечивает достаточную точность. Цена деления круговой шкалы индикатора 1/10 мм, предел измерений - 135 мм, рабочие поверхности губок закалены по всей длине.
Центроискатель-транспортир (рис. 50) отличается от обычного транспортира-центроискателя наличием транспортира 2, который при помощи движка 4 может перемещаться по линейке 3 и закрепляться на ней в нужном положении гайкой 5. Линейка прикреплена к угольнику 7. Транспортир дает возможность находить центры отверстий, расположенных на заданном расстоянии от центра цилиндрической детали и под любым углом. На рис. 50 найдено положение точки d, находящейся под углом 45° и на расстоянии 25 мм от центра.
Ватерпас с градусной шкалой и угломер часового типа (рис. 51), выпускаемые в ГДР, могут быть использованы для разметочных работ. Ватерпас (рис. 51 ,а) рационально применять при измерении уклонов с точностью до 0,0015°и при установке деталей на плите в тех случаях, когда плоскость разметочной плиты строго выверена по уровню.
Угломер часового типа (рис. 51, 6) не требует большого напряжения зрения при установке угловых величин по шкале.
Цена деления круговой шкалы - 5 угловых минут. Полный оборот стрелки соответствует изменению угла между линейками на 10°. В круглом отверстии циферблата отсчитывается цифра, соответствующая целому числу градусов. Вспомогательная ножка служит для измерения малых углов.
№ 16. Накернивание разметочных линий
Керном называется углубление (лунка), образовавшаяся от действия острия (конуса) кернера при ударе по нему молотком.
Масса молотка должна быть соразмерна массе кернера.
При работе кернер берут тремя пальцами левой руки, ставят острым концом точно на разметочную риску так, чтобы острие кернера было строго на середине риски (рис. 52,а). Сначала наклоняют кернер в сторону от себя и прижимают к намечаемой точке, затем быстро ставят в вертикальное положение, после чего по нему наносят легкий удар молотком массой 100 - 200 г (рис. 52,6).
Центры кернов должны располагаться точно на разметочных линиях, чтобы после обработки на поверхности детали оставались половины кернов. Керны обязательно ставят на пересечениях рисок и закруглениях. На длинных линиях (прямых) керны наносят на расстоянии от 20 до 100 мм, на коротких линиях, перегибах, закруглениях и в углах - на расстоянии от 5 до 10 мм. Линию окружности достаточно накернить в четырех местах - в местах пересечение осей. Керны, нанесенные неравномерно, а также не на самой риске, не обеспечивают возможности контроля обработки (точения, фрезерования и т. д.). На обработанных поверхностях деталей керны наносят только на концах линий. Иногда на чисто обработанных поверхностях риски не накернивают, а продолжают их на боковые грани и накернивают там.
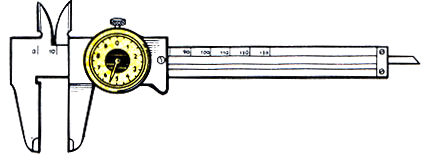
Рис. 49. Штангенциркуль карманный
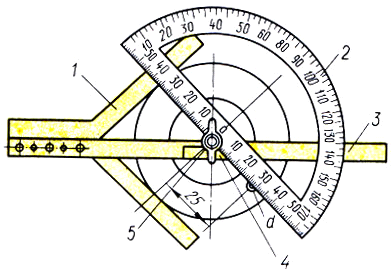
Рис. 51. Ватерпас с градусной шкалой (а) и угломер часового типа (б)
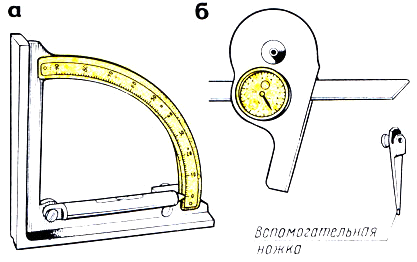
Рис. 50. Центроискатель-транспортир: 1 - угольник, 2 - транспортир, 3 - линейка, 4 - движок, 5 - гайка
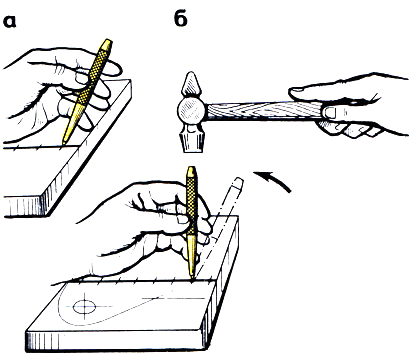
Рис. 52. Накернивание разметочных линий: а - установка кернера, б - кернение
Керны для сверления отверстий делают более глубокими, чем остальные, чтобы сверло меньше уводило в сторону от разметочной точки.
Разметочный молотой. Для разметочных работ слесарем В. М. Гавриловым изготовлен оригинальный молоток (рис. 53,а). Особенность молотка состоит в том, что в уширенной части головки 1 молотка имеется круглое сквозное отверстие, в которое на резиновых амортизационных кольцах 6 вставлена четырехкратная линза 5. От выпадения линза удерживается пружинными разрезными кольцами 2 из стальной проволоки. Деревянная ручка 3 пустотелая, с торца закрывающаяся крышкой 4. Она может служить пеналом для хранения кернеров, чертилок и т. п.
Молоток разметчика Дубровина (рис. 53,6) может одновременно использоваться в качестве лупы, линейки и пенала для ке
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|