- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Методический материал для изучения темы
Методический материал для изучения темы
18.05.2020 г. Производственная практика.
ПМ.07. «Технология ручной электродуговой сваркой»
Тема: Выполнение сварных швов во всех пространственных положениях, выполнение сварки стыковых и угловых швов и контроль качества швов.
Ручная дуговая сварка в вертикальном положении
При ручной сварке в вертикальном положении стекание расплавленного металла также оказывает существенное влияние на формирование шва и глубину проплавления (см. рисунок). Вертикальные швы обычно выполняют на подъем. В этом случае удается обеспечивать требуемый провар и поддерживать расплавленный металл на кромках. Однако производительность сварки низкая и увеличивается при сварке на спуск. Однако из-за малой глубины проплавления это возможно только для тонкого металла и при применении специальных электродов.
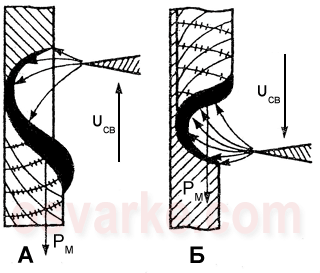
Рисунок. Ручная дуговая сварка швов в вертикальном положении
Особенно неблагоприятные условия формирования шва наблюдаются при выполнении на вертикальной плоскости горизонтальных швов, так как расплавленный металл натекает на нижнюю свариваемую деталь.
Ручная дуговая сварка в потолочном положении
Достаточно сложна и ручная сварка в потолочном положении. Расплавленный металл в сварочной ванне в этом случае удерживается от вытекания силой поверхностного натяжения (см. рисунок). Поэтому необходимо, чтобы вес расплавленного металла не превысил эту силу. Для этого стремятся уменьшить размеры сварочной ванны, выполняя сварку периодическими короткими замыканиями, давая возможность металлу шва частично закристаллизоваться. Применяют также уменьшенные диаметры электродов, снижают силу сварочного тока, используют специальные электроды, обеспечивающие получение вязкой сварочной ванны
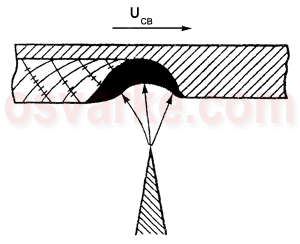
Рисунок. Формирование ванны и шва при ручной дуговой сварке в потолочном положении
Преимущества ручной дуговой сварки
· возможность сварки в любых пространственных положениях;
· возможность сварки в местах с ограниченным доступом;
· сравнительно быстрый переход от одного свариваемого материала к другому;
· возможность сварки самых различных сталей благодаря широкому выбору выпускаемых марок электродов;
· простота и транспортабельность сварочного оборудования.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|