- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Токарная обработка
Токарная обработка
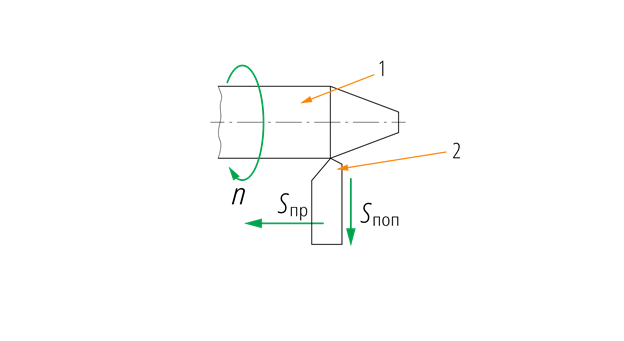
Схема токарной обработки выглядит так.

1 – заготовка,
2 – резец,
n – вращение заготовки – главное движение,
S – поступательное движение резца на заготовку – движение подачи.
На рисунке показано, что резец движется вдоль оси вращения заготовки. Ясно, что при таком движении подачи резец будет обрабатывать наружную цилиндрическую поверхность. Токарная обработка наружной поверхности называется обтачивание. Резец, которым производят обтачивание, называется проходным. Если проходной резец будет двигаться не вдоль оси вращения заготовки, а под некоторым углом к ней, то он будет обтачивать коническую поверхность. Как обеспечить движение резца под углом к оси вращения заготовки? Для ответа на этот вопрос надо знать, в самых общих чертах, устройство токарного станка.

1 – станина, 2 – передняя бабка, 3 – задняя бабка, 4 – коробка скоростей, 5 – коробка подач, 6 – фартук,7 – поперечные салазки, 8 – поворотный круг, 9 – верхние салазки, 10 – суппорт (резцедержатель), 11 – шпиндель, 12 – патрон, 13 – пиноль, 14 – ходовой валик, 15 – ходовой винт.
Токарные станки бывают очень разные: токарные, токарно-винторезные, лоботокарные, карусельные, токарно-револьверные и др. На рисунке показано (очень упрощенно) устройство токарно-винторезного станка. Это самый распространённый тип токарных станков.
Станина 1 – основа станка, на ней располагаются передняя 2 и задняя 3 бабки. Внутри передней бабки находится коробка скоростей 4. Выходной вал коробки скоростей – шпиндель 11. На его конце установлено зажимное приспособление – патрон 12. В патроне закрепляется обрабатываемая заготовка. От электродвигателя через коробку скоростей шпиндель (патрон с заготовкой) получает вращение. Производя переключения в коробке скоростей, можно менять частоту вращения заготовки и тем самым устанавливать ту или иную скорость резания.
Коробка скоростей кинематически связана с коробкой подач 5, предназначенной для установления величины подачи резца. Производя переключения в коробке подач, можно включить вращение с различной частотой ходового валика 14 или ходового винта 15. Ходовой валик или ходовой винт передаёт движение на фартук 6. Фартук – механизм, сообщающий движения подачи резцу. Производя переключения в механизме фартука, можно включить продольную (параллельно оси вращения шпинделя) или поперечную (перпендикулярно оси вращения шпинделя) подачу. Механизм фартука устроен так, что может быть включена либо продольная, либо поперечная подача. Одновременно обе (и продольная, и поперечная) включены быть не могут. Коробка подач передаёт движение на механизм фартука через ходовой винт, только когда станок производит нарезание резьбы резцом. Во всех остальных случаях коробка подач передаёт движение на механизм фартука через ходовой валик.
Когда в механизме фартука включена продольная подача, фартук, со всеми расположенными на нём устройствами (поперечные салазки, поворотный круг, верхние салазки, резцедержатель), движется по продольным направляющим станины влево (прямая подача) или вправо (обратная подача). Когда в механизме фартука включена поперечная подача, фартук неподвижен. В этом случае по поперечным направляющим фартука движутся поперечные салазки 7 со всеми расположенными на них устройствами (поворотный круг, верхние салазки, резцедержатель). Движение к оси вращения шпинделя – прямая подача, движение от оси вращения шпинделя – обратная подача.
Резцедержатель 10, как понятно из самого названия этого устройства, предназначен для закрепления резца. Назначение поворотного круга 8, верхних салазок 9 и задней бабки 3 с пинолью 13 будет показано по ходу дальнейшего описания токарной обработки.
Есть несколько способов обтачивания наружных конических поверхностей.
1. Сочетание продольной и поперечной подач.
1 – заготовка,
2 – проходной резец,
n – вращение заготовки,
прSпр – продольная подача резца,
попSпоп – поперечная подача резца.
На рисунке показано, что если резец будет двигаться одновременно вдоль и поперёк оси вращения заготовки, то он будет обтачивать коническую поверхность. Токарный станок устроен так, что механически (от коробки подач через механизм фартука) обе подачи прSпр и попSпоп одновременно включены быть не могут. Придётся включить механическую продольную подачу, а поперечную производить вручную. Равномерно это сделать не удастся. Конус получится не точный.
В серийном производстве, когда требуется обработать некоторое количество одинаковых конусов, обтачивание их производится по копирной линейке.

1 – заготовка,
2 – проходной резец,
3 – копирная линейка,
n – вращение заготовки,
прSпр – продольная подача резца,
попSпоп – поперечная подача резца.
Продольная подача резца осуществляется механизмом фартука. Механизм фартука, осуществляющий поперечную подачу, отключён от поперечных салазок. На станине станка под поперечными салазками закреплена копирная линейка. Паз копирной линейки расположен под углом к оси вращения заготовки. Поперечные салазки соединены с копирной линейкой толкателем: верхний конец толкателя прикреплён к поперечным салазкам, нижний находится в пазу копирной линейки. Когда фартук движется в продольном направлении пр(Sпр), поперечные салазки копирной линейкой смещаются по фартуку в поперечном направлении поп(Sпоп). Ясно, что суммарное перемещение резца, производимое фартуком (продольные салазки) и поперечными салазками происходит под углом к оси вращения заготовки. Резец обтачивает конус.
2. Косая подача резца.
Поворотный круг установлен на поперечных салазках. На нём установлены верхние салазки. На верхних салазках установлен резцедержатель с резцом. Когда поворотный круг находится в нейтральном (нулевом) положении, верхними салазками, вручную, можно перемещать резцедержатель с резцом параллельно оси вращения заготовки. Это будет продольная подача пр(Sпр). Но поворотный круг вместе с верхними салазками и резцедержателем можно повернуть вокруг вертикальной оси на угол до 50∘. Тогда верхними салазками, вручную, можно будет перемещать резцедержатель с резцом под углом к оси вращения заготовки. Это будет косая подача кос(Sкос).
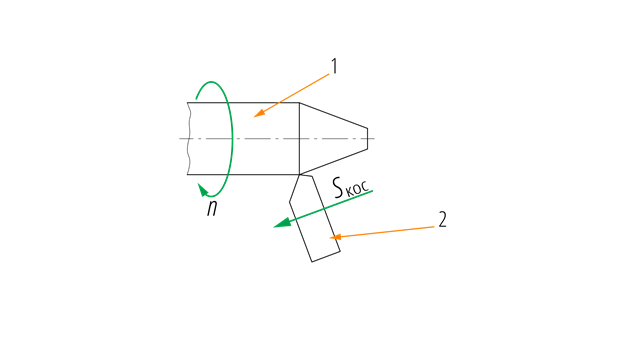
1 – заготовка,
2 – проходной резец,
n – вращение заготовки,
косSкос – косая подача резца.
Ход верхних салазок около 100 мм. Следовательно, такая настройка станка позволяет обтачивать сравнительно короткие конусы.
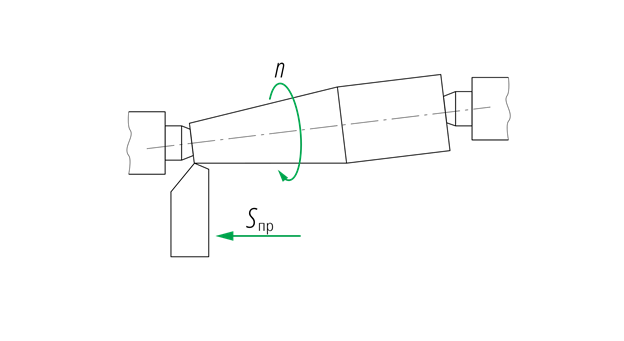
3. Смещение задней бабки.
Короткие заготовки устанавливают на токарном станке в патроне, длинные – в центрах. Для установки заготовки в центрах, в её торцах сверлят центровые отверстия.
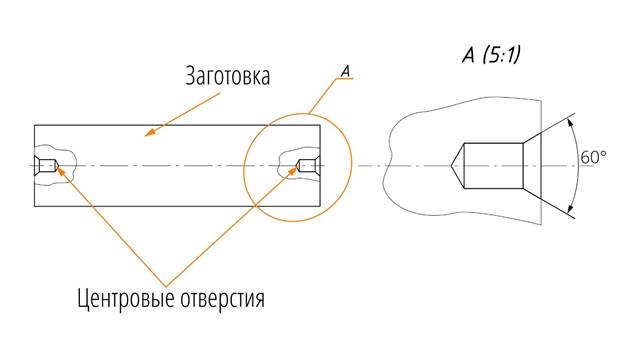
В шпиндель передней бабки и в пиноль задней бабки устанавливают центры. Центры входят в центровые отверстия. Заготовка оказывается установленной так, что её продольная ось симметрии совпадает с осью станка (осью шпинделя, направлением продольной подачи). Если сместить верхнюю часть корпуса задней бабки вместе с пинолью в направлении перпендикулярном оси станка (такая возможность в конструкции станка предусмотрена), то ось заготовки (ось, вокруг которой станок будет вращать заготовку) окажется не параллельна направлению продольной подачи.

Поперечное смещение задней бабки h возможно на несколько десятков миллиметров. Длинная заготовка при этом окажется перекошена на укол до 6…8∘. Теперь, осуществляя продольную подачу резца, можно обтачивать длинный пологий конус.
4. Широкий резец.
Есть ещё один способ обработки наружных конических поверхностей, который не является обтачиванием. В резцедержателе, вместо проходного, устанавливают т. н. широкий резец. Главная режущая кромка широкого резца составляет с осью вращения заготовки угол, равный половине угла при вершине конуса.
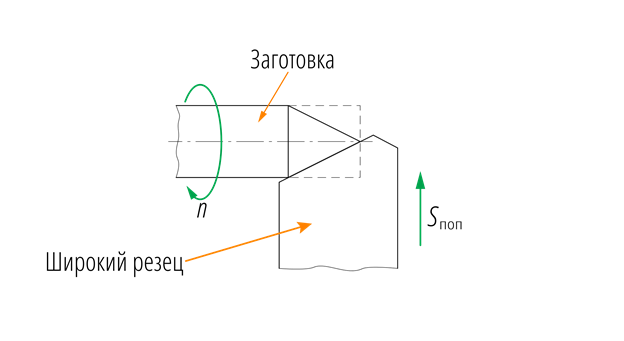
Резец может врезаться в заготовку как продольной, так и поперечной подачей. Длина его режущей кромки не более 80 мм. Таким способом можно обрабатывать короткие конусы.
Во всех предыдущих случаях конические поверхности получались за счёт сочетания движений заготовки и проходного резца. При обработке широким резцом конус получается в результате переноса формы режущей части широкого резца на обрабатываемую поверхность заготовки. Это принципиально другая технология обработки конической поверхности.
Кроме наружных цилиндрических и конических поверхностей проходным резцом обрабатывают и более сложные, т. н. фасонные, поверхности.
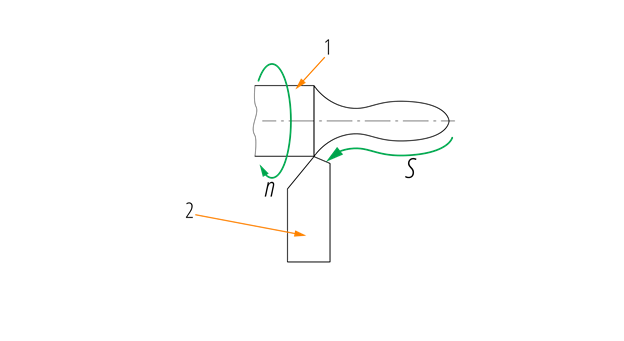
1 – заготовка,
2 – проходной резец,
n – вращение заготовки,
S –криволинейная подача резца.
На рисунке показано, что резец движется по криволинейной траектории. Ясно, что при таком движении подачи будет обрабатываться фасонная поверхность. Криволинейная подача получается сочетанием продольной и поперечной подач. Можно включить механическую продольную подачу, а поперечные перемещения резца осуществлять механизмом поперечной подачи вручную.

Ясно, что точность обработки фасонной поверхности будет не высокая. У большинства ”токарей” вообще ничего не получится.
В серийном производстве, когда требуется обработать некоторое количество одинаковых фасонных деталей, обтачивание их производится по копирной линейке.
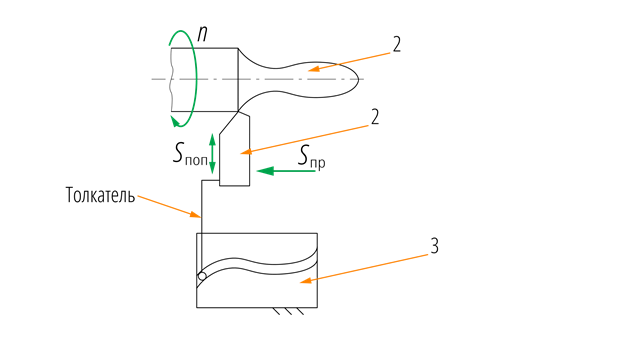
1 – заготовка,
2 – проходной резец,
3 – копирная линейка,
n – вращение заготовки,
прSпр – продольная подача резца,
попSпоп – поперечная подача резца от копирной линейки.
Продольная подача осуществляется механизмом фартука, поперечная – за счёт продольной от копирной линейки. Всё здесь происходит так же, как и при обтачивании конуса по копирной линейке. Отличие одно: паз копирной линейки имеет более сложную форму.
Есть ещё один способ обработки наружных фасонных поверхностей, который не является обтачиванием. В резцедержателе устанавливают вместо проходного фасонный резец. Режущая кромка фасонного резца имеет форму образующей фасонной поверхности детали.
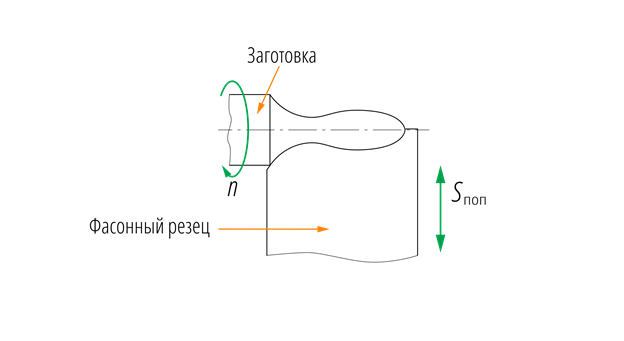
Резец врезается в заготовку поперечной подачей. Ясно, что этим способом можно обрабатывать сравнительно короткие фасонные поверхности. Ширина фасонного резца вряд ли больше 50 мм.
Обтачивание основная, но далеко не единственная разновидность токарной обработки. Существуют ещё растачивание, подрезка торцов, прорезание канавок, отрезание, нарезание резьбы резцами, обработка галтелей, фасок и т. п.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|