- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Резка металла
Резка металла
При резке металла пользуются различными инструментами: кусачками, ножницами, ножовками, труборезами. Применение того или иного инструмента зависит от материала, профиля и размеров обрабатываемой заготовки или детали. Например, для резки проволоки применяют кусачки (рис, 44,а), которые изготовляют из инструментальной стали марки У7 или У8. Губки кусачек подвергаются закалке с последующим низким (нагрев до 200° С и медленное охлаждение) отпуском.
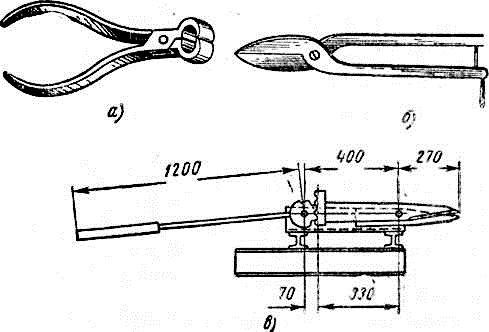
Рис. 44. Инструменты для резки металла: а — кусачки, б — стуловые ножницы, в — рычажные ножницы
Для резки листового материала используют ручные, стуловые, рычажные, электрические, пневматические, гильотинные, дисковые ножницы. Тонкий листовой материал (до 3 мм) обычно режут ручными или стуловыми ножницами (рис. 44, б), а толстый (от 3 до 6 мм) — рычажными (рис. 44, в). Такие ножницы изготовляют из углеродистой инструментальной стали У8, У10. Режущие кромки ножниц закаливают. Угол заострения режущих кромок ножниц обычно не превышает 20—30°.
При резке ножницами предварительно размеченный металлический лист располагают между лезвиями ножниц с таким расчетом, чтобы разметочная линия совпадала с верхним лезвием ножниц.
Все более широкое применение находят электрические и пневматические ножницы. В корпусе электрических ножниц имеется электродвигатель (рис. 45), ротор которого при помощи червячной передачи приводит во вращение эксцентриковый валик, с которым связан шатун, приводящий в движение подвижный нож. Нижний неподвижный нож жестко связан с корпусом ножниц.
Пневматические ножницы работают под действием сжатого воздуха.
Гильотинными ножницами с механическим приводом разрезают стальные листы толщиной до 40 мм. Дисковыми ножницами разрезают листовой материал толщиной до 25 мм по прямой или кривой линиям.
Для резки небольших заготовок или деталей применяют ручные и электромеханические ножовки.
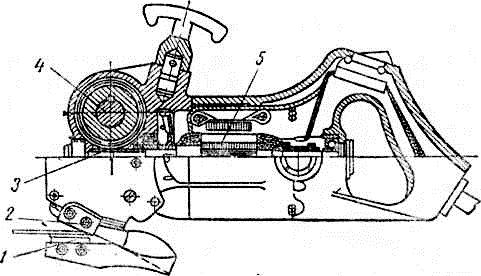
Рис. 45. Электрические ножницы И-31
Ручная ножовка (рис. 46) представляет собой стальную раздвижную рамку, называемую станком, в которой укреплено стальное ножовочное полотно. Ножовочное полотно имеет форму пластины длиной до 300 мм, шириной от 3 до 16 мм и толщиной от 0,65 до 0,8 мм. Зубья ножовочного полотна разводятся в разные стороны с таким расчетом, чтобы ширина пропила, образующегося при резке, получалась на 0,25—0,5 мм больше толщины ножовочного полотна.
Ножовочные полотна бывают с мелкими и крупными зубьями. При разрезании деталей с тонкими стенками, тонкостенных труб и тонкого профильного проката применяют полотна с мелкими зубьями, а для резки мягких металлов и чугуна — с крупными зубьями.
Ножовочное полотно устанавливают в станке зубьями вперед и натягивают так, чтобы оно во время работы не перекашивалось. Перед началом работы разрезаемую заготовку или деталь устанавливают и зажимают в тисках так, чтобы разметочная линия (линия разреза) была расположена как можно ближе к губкам тисков.
Во время работы слесарь должен держать ножовку за рукоятку правой рукой, а левая рука должна лежать на переднем конце станка. При перемещении ножовки от себя совершается рабочий ход. При этом ходе нужно делать нажим, а при обратном перемещении ножовки, т. е. при перемещении на себя, происходит холостой ход, при котором нажима не следует делать.
Работа ручной ножовкой малопроизводительная и утомительна для рабочего. Применение электромеханических ножовок резко повышает производительность труда. Устройство электромеханической ножовки показано на рис. 47. В корпусе ножовки имеется электродвигатель, приводящий во вращение вал, на котором насажен барабан.
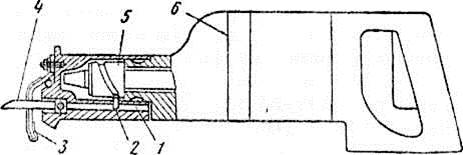
Рис. 47. Электромеханическая ножовка
На барабане имеется спиральный паз, по которому перемещается палец, закрепленный в ползуне. К ползуну прикреплено ножовочное полотно. При работе электродвигателя барабан вращается, а ножовочное полотно, прикрепленное к ползуну, совершая возвратно-поступательное движение, режет металл. Планка предназначена для упора инструмента при работе.
Полотно ножовки.
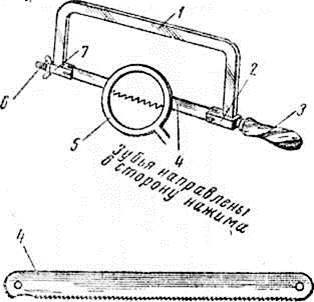
Рис. 46. Ножовка:
1 — станок, 2 — неподвижная серьга, 3 — рукоятка, 4 — ножовочное полотно, 5 — лупа, 6 — барашек, 7 — подвижная серьга
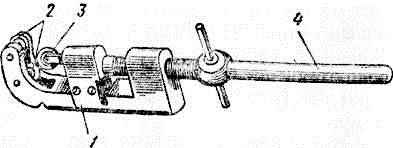
Рис. 48. Труборез
Для резки труб применяется труборез. Он состоит из скобы (рис. 48) с тремя дисковыми резцами, из которых резцы неподвижны, а резец подвижный, и рукоятки, установленной на резьбе. При работе труборез надевают на трубу, поворотом рукоятки придвигают подвижный диск до соприкосновения с поверхностью трубы, затем, вращая труборез вокруг трубы, разрезают ее.
Трубы и профильный материал режут также ленточными или дисковыми пилами. Устройство ленточной пилы ЛС-80 показано на рис. 49. На станине пилы имеется стол с прорезью, предназначенной для прохода (ленты) полотна пилы. В нижней части станины находятся электродвигатель и ведущий шкив пилы, а в верхней части станины — ведомый шкив. При помощи маховичка натягивают полотно пилы.
В дисковых пилах вместо режущей ленты имеется режущий диск. Особенностью дисковых пил является возможность резки профильного металла под любым углом.
Для резки закаленной стали и твердых сплавов применяют также тонкие шлифовальные круги.
https://www.youtube.com/watch?v=RhRwvZL_NsA
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|