- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
часа) Расчет и анализ производственного цикла простого процесса при последовательном виде движения партии деталей.
(2 часа) Расчет и анализ производственного цикла простого процесса при последовательном виде движения партии деталей.
Задачи:
Дидактическая: познакомить обучающихся порядком расчета и анализа производственного цикла простого процесса при последовательном виде движения партии деталей;
Развивающая: развивать навыки логического мышления в расчете и анализе производственного цикла простого процесса при последовательном виде движения партии деталей;
Практическая: применять полученные знания в своей практической деятельности;
Воспитательная: способствовать формированию грамотного менеджера в современной рыночной экономике.
План урока.
- Организационный момент (5- 7 минут).
Приветствие, психологический настрой обучающихся, выявление отсутствующих.
- Проверка домашнего задания(10-15 минут):
Вопросы:
1. Дайте определение производственного цикла.
2. Как определить длительность производственного цикла?
3. Что такое операционное время?
4. Оперативное время: основное и вспомогательное.
5. Время перерывов, из чего складывается?
6. Время транспортировки?
- Введение нового материала (15 - 20 минут).
Лекция преподавателя.
- Закрепление материала (15 – 20 минут).
Вопросы:
1. Перечислите виды движения предметов труда по операциям.
2. Производственная партия и операционная партия: отличия?
3. Как посчитать время обработки при последовательном виде движения предметов труда?
4. Параллельно – последовательный вид движения?
- Подведение итогов урока (5-7 минут).
Оценки, комментарии.
- Домашнее задание (7 – 10 минут).
Лекция
В простом процессе детали в большинстве случаев изготавливают партиями, поэтому очень важным является вопрос о рациональном выборе движения партии деталей через всю совокупность последовательно выполняемых операций.
Выбранный вид этого движения определяет степень непрерывности и параллельности производственного процесса и продолжительность производственного цикла изготовления партии деталей.
Процесс изготовления партии деталей, проходящей через многие операции, состоит из совокупности операционных циклов, каждый из которых представляет собой выполнение одной операции над всеми предметами производства данной партии.
Совокупность операционных циклов, а также способ сочетания во времени смежных операционных циклов и их частей образуют временную структуру многооперационного технологического цикла.
Продолжительность многооперационного технологического цикла существенно зависит от способа сочетания во времени операционных циклов и их частей, а также от определяемого вида движения партии деталей по операциям.
Виды движения предметов труда по операциям: последовательный, параллельно-последовательный и параллельный.
При последовательном виде движения производственный заказ – одна деталь, или одна собираемая машина, или партия деталей – в процессе их производства переходит на каждую последующую операцию процесса только после окончания обработки (сборки) всех деталей (машин) данной партии (серии) на предыдущей операции. В этом случае с операции на операцию транспортируется вся партия деталей одновременно. При этом каждая деталь партии машины пролеживает на каждой операции сначала в ожидании своей очереди обработки, а затем в ожидании окончания обработки всех деталей машин данной партии по этой операции.
Производственная партия ¾ группа изделий одного наименования и типоразмера, запускаемых в производство в течении определенного интервала времени при одном и том же подготовительно-заключительном времени на операцию.
Операционная партия ¾ производственная партия или ее часть, поступающая на рабочее место для выполнения технологической операции.
Серией машин называется количество одинаковых машин, одновременно запускаемых в сборку.
 Время обработки при последовательном виде движения предметов труда
Время обработки при последовательном виде движения предметов труда  прямо пропорционально числу деталей в партии и времени обработки одной детали по всем операциям, т. е.
прямо пропорционально числу деталей в партии и времени обработки одной детали по всем операциям, т. е.
 ,
,
где  ¾ время обработки одной детали по всем операциям в мин;
¾ время обработки одной детали по всем операциям в мин;
 - количество станков
- количество станков
n – число деталей в партии.
При параллельном виде движения обработка каждой детали в партии на каждой последующей операции начинается немедленно после окончания предыдущей операции, независимо от того что обработка других деталей в партии на данной операции еще не окончена. При такой организации движения предметов труда несколько единиц одной и той же партии могут одновременно находиться в обработке на разных операциях. Общая продолжительность процесса обработки партии деталей значительно уменьшается по сравнению с тем же процессом, выполняемым последовательно.
Время обработки партии деталей при параллельном виде движения:
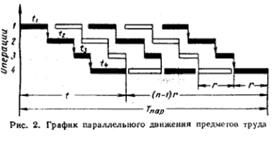
 ,
,
При параллельном виде движения, в процессе обработки партии деталей на некоторых рабочих местах могут возникать простои людей и оборудования, продолжительность которых определяется разностью между тактом и длительностями отдельных операций процесса.
Параллельно-последовательный вид движения - это процесс обработки деталей данной партии на каждой последующей операции начинается раньше, чем полностью заканчивается обработка всей партии деталей на каждой предыдущей операции. Детали передаются с одной операции на другую частями, транспортными партиями. Накопление некоторого количества деталей на предыдущих операциях перед началом обработки партии на последующих операциях (производственный задел) позволяет избежать возникновения простоев.
 Параллельно-последовательный вид позволяет значительно уменьшить продолжительность производственного процесса обработки.
Параллельно-последовательный вид позволяет значительно уменьшить продолжительность производственного процесса обработки.
 ,
,
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|