- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
мпа (4кгкм ). П Е Р Е Ч Е Н Ь
2-0,4 мпа (4кгкм )
 2
2
) 17 с м
Принимаем
2. Требуемая дина среза при = кН(1ЗО кг),
= 90 0 и R = б кН/м (65 кг/см)
ср
 1 3 130
1 3 130
2х0 2х65
3. Определяем границу ЗОНы рационального распо— ложення МЗП пря шрине пластины 120 мм.
у - 0,5 х = 0,5 х 120 — ВО ММ .
Принимаем плсгину размером 120х120 мм, пря этом себсча; илощ=ь соединения на каждом элементе равна 50 см .

Прилож ение з
П Е Р Е Ч Е Н Ь
РЕКОКНДУЕМОГО ТЕХНОЛОГИЧЕСКОГО ОЬОРУДОЬАНИЯ
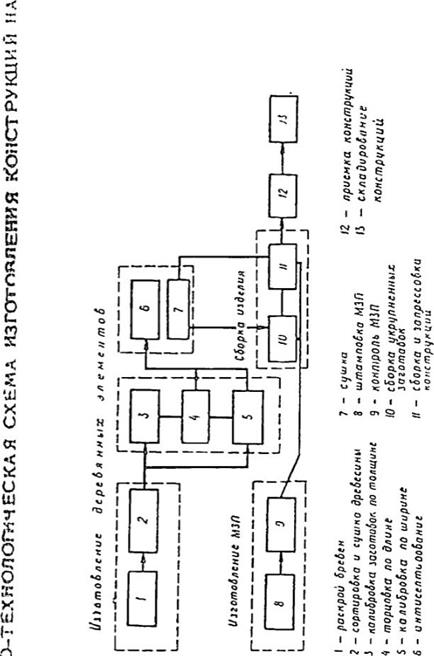
Перечењ включает как стандартное, так и не — стандартное технологическое оборудование по производ— сгЗу деревянщх конструкций с соединениями на МЗП.
На оперииях п од готовки и обработки деревян  ных элементе конструкцай использ уетса осн овном серийно выпусюемые станки и установки.
ных элементе конструкцай использ уетса осн овном серийно выпусюемые станки и установки.
Для суши деревянных заготовок и пиломатериа  лов могут иаользоваться:
лов могут иаользоваться:
— сушила СП М—2К П ПОИЗВОДИТе•ЛЬНОСТЬЮ 5б тыс.м в год Ижевского экспериментального мехами—
чес кого завов: з
— с ушила СПВ—62 производительностью 2 тыс.м в год Петровводского завода бумагоделательных ма — шин .
Для калбровки заготовок рекомендуется исполь  зовет ь:
зовет ь:
— четырхсторонний ст рогальный станок С25 —2
Боровичевскто завода деревообрабатывающих станков; — двуспронний рейсмусовый ставок С2 РВ —2 Ставропольсюго станкостроительного завода.
Для раароя ц торцовЕИ заготовок могут использо— ватьс я:
— пририюй пятипильный станок ЦДК4—З Тюмен — ского станкосг ронтельного завода:
— прираной пятипильный станок ЦДК5—1 Тюмец — ского станк*роительного завода;
— торпоочный станок с прямолине йыым перемеще— ни ем п илы ЦЕА—4О Уссурийского машиностроит ельного завода;
— торцоючный станок с нижним расположением пи— лы Т Ткденского станкостроительного завода.
Агрегтг для обработки торцов под углом ПДК—2О9.
Технич еская ок умен•гациы разработана ВНИИДмашем Минстанкопрша СССР ( ипкомендуется использовать при массовом производстве конст рукций) .
На операциях изготовления МПЗ, сборке и запрессовке конструкций используется нестандартное технологическое оборудование .
Для каждого типоразмера МЗП в зависимости от  ширины н системы рас положения з убьев т ребуется, как правило, применение слеицального штампа. Во ВНИИДое— ве Минлесбумп рома СССР име.ЧЛСЯ техническая док умен— тация и опытный образец штампа для изготовления пла — стин толщиной , 5 мм.
ширины н системы рас положения з убьев т ребуется, как правило, применение слеицального штампа. Во ВНИИДое— ве Минлесбумп рома СССР име.ЧЛСЯ техническая док умен— тация и опытный образец штампа для изготовления пла — стин толщиной , 5 мм.
В процессе взготовления .МЗП, кроме штамп овоч  ного оборудования, рек омендуется использовать:
ного оборудования, рек омендуется использовать:
 валковую подачу ВП—4О; правильное устройство ПУ—4ОО/ЗбА; ножнИцы пневматические НГ] —2;
валковую подачу ВП—4О; правильное устройство ПУ—4ОО/ЗбА; ножнИцы пневматические НГ] —2;
— лИВИЮ 1.lB.0134 • Комплект оборудования для  изделий из лепточнсго материала на прессе однокр:твошипвом открытого простого действия
изделий из лепточнсго материала на прессе однокр:твошипвом открытого простого действия  ем 160 т—
ем 160 т— 
— пресса однокривошипные открыт ые двух стоечные простого действия  100- 130 250 т Барнаульского завода механич еских прессов;
100- 130 250 т Барнаульского завода механич еских прессов;
— средства механизации подача рулонного мате — риала ( в случае поставок металла для пластин в ру— лонах) Барнаульского з авода механических прессов.
Операции по сборке и запрессовке конст рук цип ца МЗ П в зависимости от размеров изделия и объемов производства могут осуществляться с приме цением раз— личного оборудования.
При ограниченных объемах производства конст рук—  пролетом до 12 м рекомендуется изготадлнзать на оборудовании, используемом в наст оящее время Рос — колхозстройобъединеняем на Суслонгерслом лесокомби — нате Марийскоп АСС Р. Комплект этого оборуд овавяя включает стационарный ст енд для сборки конструкций и пејемешающуюся подвесную гидравлич ескую пресс—ско бу.
пролетом до 12 м рекомендуется изготадлнзать на оборудовании, используемом в наст оящее время Рос — колхозстройобъединеняем на Суслонгерслом лесокомби — нате Марийскоп АСС Р. Комплект этого оборуд овавяя включает стационарный ст енд для сборки конструкций и пејемешающуюся подвесную гидравлич ескую пресс—ско бу.
В условиях массового произв«ства конструкций в Е?больших пролетов (ло 9 м) может Ь:ть использо вои о оборудование, ра-ча5от•ан ное ВНИИЬиашем Минставко  п рома СССР, прихввт ельно к проиводству конструкция для малоэтажного домостроения — ћгрегат для сборки ферм и каркесов
п рома СССР, прихввт ельно к проиводству конструкция для малоэтажного домостроения — ћгрегат для сборки ферм и каркесов  ПДК—О.
ПДК—О.
Для массовхо производства Ьльшелролетных кон— струкций (12 м н более) требуютсяразработка и взго — товление нового бсрудовання. В хтоящее время та— кое оборудовааие разрабат ыьается изготавливается в системе Госкомсаьхозтехвмци УСС). В комплект обо— рудования входят: сборочный стенктранспортер, гид— равлцческий прес; насосная станцт, пульт управления. Изготавливается борудование на зводе • Ремтехсель — маш- в г.ВинаиЬе
Кроме того, на аналогичное Орудовавме для боль— щегролетных контрукций имеется ехническая док умен— тация ВНИИДреваМинлесбумпромаСССР ( проект 2403 .оо .оо.ооо) .
Приложение 4
ТЕХНОЛОГИЯ ПРИГОТОВЛЕНИЯ И НАНЕСЕНИ Я
ЗАПИТ НЫХ СОСТАВОВ ПЛЯ пропитки ДРЕВЕСИНЫ
Сухие компоненты для приготовления водных раст—  пропи—очных препаоетов предваоительно размель — чал и просеивают через сито с проволочными сетками
пропи—очных препаоетов предваоительно размель — чал и просеивают через сито с проволочными сетками
 ГОСТ 3584-73 ила ГОСТ 6613-73 (размер стороны
ГОСТ 3584-73 ила ГОСТ 6613-73 (размер стороны  в свету должен быть не более мм). Массу какдого компонента для приготовления раст вора тре— беемой концентрации рассчитывают по формуле
в свету должен быть не более мм). Массу какдого компонента для приготовления раст вора тре— беемой концентрации рассчитывают по формуле
 (1)
(1)
масса компонента, кг; масса приготовляемого раствора ,  заданная концентрация раст вора,
заданная концентрация раст вора,  содержание основного вещест ва в технич ес— ком продукте, %•, содержание данного компонента в п реп арат е.
содержание основного вещест ва в технич ес— ком продукте, %•, содержание данного компонента в п реп арат е.
 Требуется пригот овить 3000 кг
Требуется пригот овить 3000 кг  раст— тра препарата ББ—З2. Соотношение буры и борой кис— юты в препарате БЕ—32 равно ( буры и 40% фрной кислоты). Пользуясь формулой ( 1), определим тре— Омое количество буры, учитывая, что технический про— мкт содержит 94% основного вещества (буры)
раст— тра препарата ББ—З2. Соотношение буры и борой кис— юты в препарате БЕ—32 равно ( буры и 40% фрной кислоты). Пользуясь формулой ( 1), определим тре— Омое количество буры, учитывая, что технический про— мкт содержит 94% основного вещества (буры)
3000х 20 х БО
= 383 кг.
94 .vlOO
(олпчество основного вещества в технич еском продукте юрной кислоты (по паспортным данным) — 98%. Под— тпвляя в формулу ( 1 ) исходные данные, получим
3000х 20 х 40
 — 245 кг.
— 245 кг.
98 х 100
ребуемое колкчпстпо ВОдЫ для при: отон'леНИЯ раствора.
3000 - (зв + 245 ) 2372 кг.
Кратность обработки Е вычисляют по формуле
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|