- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Лабораторная работа №1. Программирование и наладка вертикально-сверлильного станка с ЧПУ
Лабораторная работа №1
Программирование и наладка вертикально-сверлильного станка с ЧПУ
Цель работы: получение навыков программирования технологических процессов и составление программ для обработки деталей на сверлильных станках с ЧПУ с использованием системы DNC.
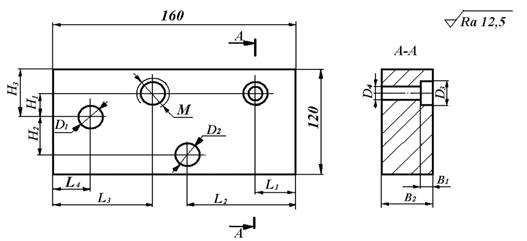 |
| Вариант | Материал | H1 | H2 | H3 | L1 | L2 | L3 | L4 | D1 | D2 | D3 | D4 | B1 | B2 | M |
| Cталь 35ХГС | 4,8 | 10,7 | 16,8 | 9,7 | М6 |
Технологический процесс
А 005 Вертикально-сверлильная
Б 2Р135Ф2
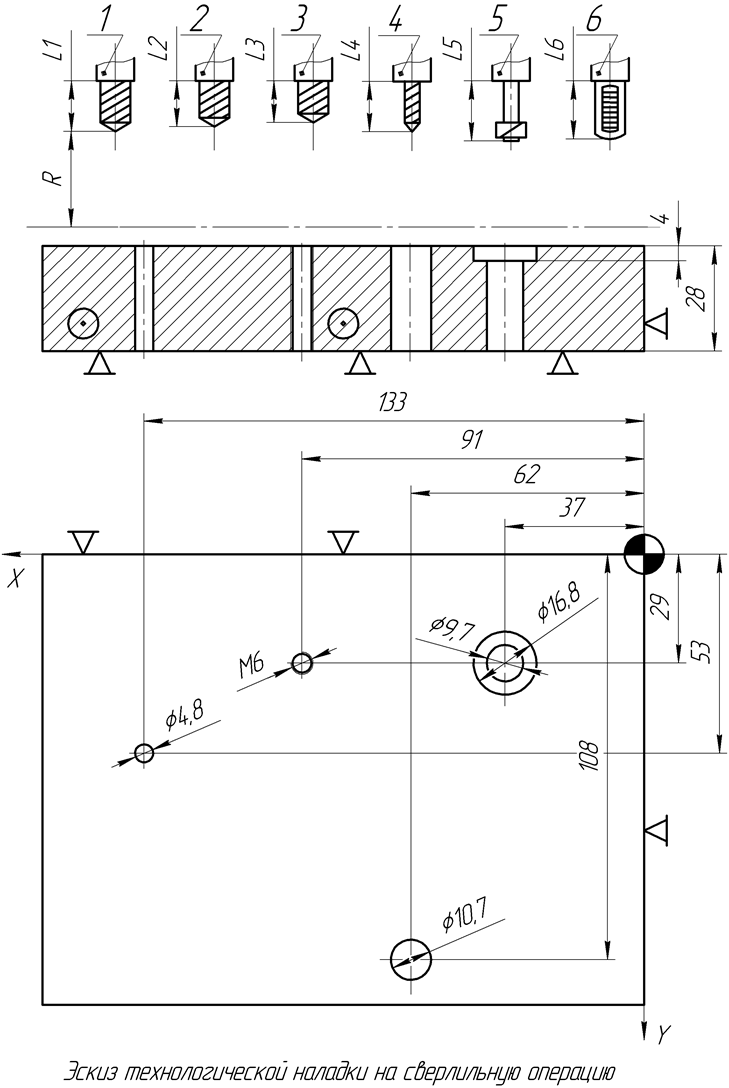
О Установить деталь.
Переместить в точку х = 37, у = 29.
Сверлить отверстие Ø9,7.
Р V = 26, n = 840, S = 0,25.
О Зенкеровать отверстие Ø16,8.
Р V = 14, n = 260, S = 0,6.
О Переместить в точку х = 91, у = 29.
Сверлить отверстие Ø5.
Р V = 21, n = 1300, S = 0,15.
О Нарезать резьбу М6.
Р V = 2, n = 107, S = 1.
О Переместить в точку х = 133, у = 103.
Сверлить отверстие Ø4,8.
Р V = 20, n = 1340, S = 0,15.
О Переместить в точку х = 62, у = 108.
Сверлить отверстие Ø10,7.
Р V = 27, n = 790, S = 0,25.
Выбор режимов резания:
| Т | Режущий инструмент | V, м/мин | n,

| Код S | S, мм/об | S, мм/мин | Код F | Коррекция |
| Сверло Ø4,8 | 0,15 | L01 | ||||||
| Сверло Ø5 | 0,15 | L02 | ||||||
| Сверло Ø9,7 | 0,25 | L03 | ||||||
| Сверло Ø10,7 | 0,25 | 197,5 | L04 | |||||
| Зенкер Ø16,8 | 0,6 | L05 | ||||||
| Метчик М6 | L06 |
N001 M13 // вращение шпинделя по часовой стрелке с охлаждением
N002 T03 S11 F14 L03 // коды инструмента, частоты, подачи, коррекции соотв.
N003 X+000000 Y+00000 // начало координат
N004 X+003700 Y+02900 // перемещение в первую точку
N005 G91 R+015000 Z+18523 // сверление 1 отверстия
N006 T05 S07 F13 L05
N007 G91 R+015000 Z+15600 // зенкерование 1 отверстия
N008 X+009100 Y+02900 // перемещение во вторую точку
N009 T02 S11 F14 L02
N010 G91 R+015000 Z+18370 // сверление 2 отверстия под резьбу
N011 T06 S05 F11 L06
N012 G94 R+015000 Z+18000 // нарезание резьбы во втором отверстии
N013 X+013300 Y+05300 // перемещение в третью точку
N014 T01 S11 F14 L01
N015 G91 R+015000 Z+18360 // сверление третьего отверстия
N016 X+006200 Y+10800 // перемещение в четвертую точку
N017 T04 S10 F14 L04
N018 G91 R+015000 Z+18557 // сверление четвертого отверстия
N019 X+000000 Y+000000
N020 M02
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|