- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Задание на урок. Виды сверления
Рабочий лист на 29.06.2020г
| Предмет | Производственная практика ПМ 02 Слесарная обработка деталей. |
| Группа№ | |
| Ф.И.О кл.руководителя | Нафикова Эльвира Венировна |
| Ф.И.О. мастера п/о | Федоров Аркадий Петрович |
| Тема урока № 5 | Сверление металла. |
| Как выполнить задание | Надо будет прочитать тему. Задания: ознакомиться с документом ,краткий конспект ,ответить на вопрос(письменно). Ответить на вопросы: 1. Перечилите виды свёрл. Выполненные задания отправлять мне. Число, тему и свое ФИО на полях не забываем писать. |
| Срок выполнения задания | 29.06.2020 г. 8.30ч - 15.00ч |
| Обратная связь | Ответы на вопросы и задания отправить личным сообщением в ВК Федорову Аркадию Петровичу 29.06.2020г. |
| Как узнать отметку о выполненном задании | Оценки будут выставлены в личный электронный журнал преподавателя и отправлены в беседу ВК/ WhatsApp |
| Учебник Ссылка | 1. Макиенко Н.И. Общий курс слесарного дела. - М.: Академия,2016. 2. Покровский Б.С. Слесарно-сборочные работы. - М.: Академия, 2018. 3. Обливин В.Н. Охрана труда (деревообработка): учеб. пособие для нач. проф. образования./ В.Н.Обливин, Н.В.Гренц - М.: Издательский центр «Академия», 2016. - 288 с. |
Задание на урок
Виды сверления
Сверление по разметке. По разметке сверлятся одиночные отверстия. Для этого отверстие предварительно размечают: проводят осевые линии, намечают и накернивают центр его (керновое отверстие центра надо делать глубже, чтобы дать предварительное направление сверлу).
Для того чтобы убедиться в правильном направлении делают пробное засверливание на глубину 1/3 режущей части. Убедившись, что сверло идет по центру, включают механическую подачу. Во избежание поломки сверла перед концом сверления механическую подачу выключают и досверливают ручной подачей. Если же сверло увело в сторону, прорубают крейцмейселем несколько канавок в том месте отверстия, куда сверло надо сместить.
Сверление глухих отверстий на заданную глубину. Обрабатываемую деталь устанавливают на столе станка и выверяют, затем подводят сверло к поверхности детали так, чтобы оно касалось ее. При этом положении детали устанавливают на нуль имеющуюся на станке линейку (рис. 182, а). В процессе сверления по линейке наблюдают, насколько углубилось сверло в материал.
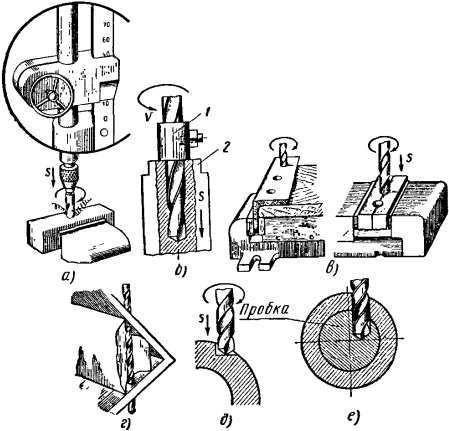
Рис. 182. Приемы сверления:
а — по линейке, б — по втулке-упору, в — неполных отверстий, г — отверстий под углом к плоскости, д — отверстий иа цилиндрической поверхности, е — отверстий в полых деталях
Другой способ сверления на заданную глубину состоит в установке и закреплении на сверле втулки-упора 1 (рис. 182, б). Когда втулка дойдет до поверхности детали 2, это значит, что отверстие просверлено на требуемую глубину.
Сверление неполных отверстий. Отверстие, имеющее в поперечном сечении дугу, равную половине окружности или меньше полуокружности, называют неполным, например отверстие, расположенное у края детали. Неполное отверстие сверлят следующим образом. К обрабатываемой детали приставляют пластинку из такого же материала, зажимают в тиски (рис. 182, в) и сверлят полное отверстие, затем пластинку отбрасывают.
Сверление отверстий в плоскостях, расположенных под углом (рис. 182, г). Чтобы сверло не отклонялось в стороны и не ломалось, сначала подготавливают площадку перпендикулярно к оси просверливаемого отверстия (фрезеруют или зенкуют) между плоскостями вставляют деревянные вкладыши или подкладки, затем сверлят отверстие обычным путем.
Сверление отверстий на цилиндрической поверхности. Сначала перпендикулярно оси сверления на цилиндрической поверхности делают площадку, накернивают центр, после чего сверлят отверстие обычным путем (рис. 182, д).
Сверление отверстий в листовом металле. Сверлить отверстие в тонком листовом металле обычными сверлами очень трудно, так как глубина сверления меньше длины заборного конуса: режущие кромки сверла будут цепляться за обрабатываемый материал и рвать его. Отверстия в листовом металле сверлят перовыми сверлами. Чаще всего отверстия в тонком листовом металле пробивают на дыропробивных прессах
Сверление полых деталей. При сверлении полых деталей полость забивают деревянной пробкой (рис. 182, е).
Сверление глубоких отверстий. Для сверления глубоких отверстий (глубина больше 6—8 диаметров сверла) берут сверло, длина рабочей части которого больше глубины сверления.
В процессе сверления нужно время от времени выводить сверло из отверстия для охлаждения его и удаления стружки струей охлаждающей жидкости, магнитом или переворачивая деталь.
При сверлении отверстий очень большой глубины необходимо сначала просверлить отверстие по заданному диаметру на глубину, равную длине рабочей части сверла, а затем сверлом меньшего диаметра (примерно в 1,5 раза) сверлить насквозь. После этого окончательно отверстие сверлят перовым сверлом. При таком способе сверления стружка будет удаляться через просверленное ранее отверстие. Сверлить отверстие большой глубины с двух сторон не рекомендуется.
Сверление точных отверстий. Для получения точных отверстий сверление производят в два прохода. Первый проход делают сверлом, диаметр которого меньше на 1—3 мм диаметра отверстия, а второй — сверлом необходимого диаметра.
Для получения более чистых отверстий сверление ведут с малой автоматической подачей при обильном охлаждении и непрерывном отводе стружки.
Сверление отверстий в пластмассах производится сверлами со специальными углами заточки. Органическое стекло сверлится спиральными сверлами с углом при вершине 50—60°.
Сверление отверстий небольших диаметров производят на станках повышенной точности соответствующими подачами или же ультразвуковым и электроискровым способами.
Сверление отверстий больших диаметров производится кольцевыми сверлами, в корпусе которых закреплены ножи.
Причины брака при сверлении и меры его предупреждения приведены в табл.З.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|