- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Зенкерование, зенкование и развертывание отверстий
Консультация №17
Задание:
Внимательно ознакомитесь с информацией и ответьте на следующие вопросы:
1. Внесите тему консультации в дневник УП.
2 Объясните в чем различие сверла от зенкера, зенкера от развертки?
3 Каковы правила техники безопасности при развертывании?
4 Для чего выполняют зенкование, в чем отличие от зенкерования?
5. Ответы на вопросы и иллюстрации к ним оформите в отчет.
Зенкерование, зенкование и развертывание отверстий
Зенкерованием называется процесс обработки специальным режущим инструментом (зенкером) цилиндрических необработанных отверстий, полученных литьем, штамповкой или предварительно просверленных отверстий с целью увеличения диаметра, улучшения чистоты их поверхности, повышения точности.
Зенкер, как и сверло, закрепляется в коническом отверстии шпинделя станка и работает так же, как и сверло, совершая вращательное движение вокруг оси, а поступательное - вдоль оси отверстия.
Зенкеры имеют переднюю поверхность, режущие кромки, сердцевину, заднюю поверхность, ленточки, а также углы: a - задний, g - передний, j - в плане, w - наклона винтовой канавки, величины которых определяются в зависимости от твердости металла (рис. 1).
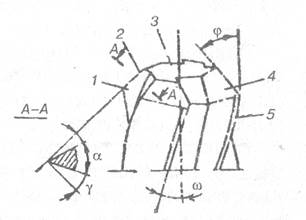
Рисунок 1 Геометрия зуба зенкера
1 - передняя поверхность, 2 - режущая кромка, 3 - сердцевина, 4 - задняя поверхность, 5 - ленточка
При зенкеровании отверстий широко применяют комбинированные инструменты, позволяющие совмещать зенкерование со сверлением.
Зенкерами выполняется и зенкование, т. е. снятие фасок у отверстий, получение конических и цилиндрических углублений для головок винтов и заклепок, а также подрезание торцов плоскостей бобышек и т. п.
Конструкции зенкеров, применяемых при зенковании, отличаются от конструкции обычных цилиндрических зенкеров - наличием зубьев на торце и направляющих цапф, которыми зенковка вводится в просверленное отверстие.
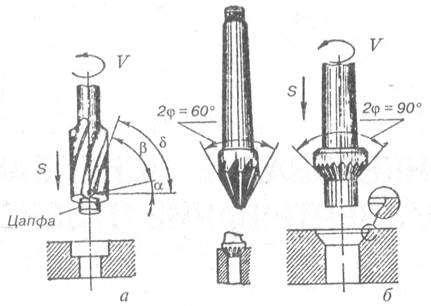
Рисунок 2 Зенковки
а - цилиндрическая, б - коническая
 Развертывание - процесс чистовой обработки отверстий, обеспечивающий высокую точность и чистоту (шероховатость) поверхности. Инструмент для развертывания - развертки.
Развертывание - процесс чистовой обработки отверстий, обеспечивающий высокую точность и чистоту (шероховатость) поверхности. Инструмент для развертывания - развертки.
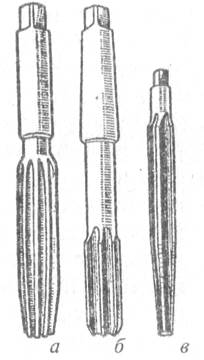
Развертывание отверстий производится на сверлильных станках (машинные развертки) или вручную (ручные развертки). По форме развертки подразделяются на цилиндрические и конические (рис. 3).
Режущими элементами развертки являются зубья. Геометрия зубьев развертки (рис. 4) определяется задним углом а (6—15°), большие значения берутся для разверток больших диаметров; углом заострения р, передним углом у (для черновых разверток - от 0 до 10°, для чистовых - 0°). При ручном развертывании применяют зубья с неравномерным их распределением по окружности. Такое распределение обеспечивает получение в отверстии более чистой поверхности, а главное - ограничивает возможность образования так называемой огранки, т. е. получение отверстий не цилиндрической, а многогранной формы. Машинные развертки изготавливаются с равномерным распределением зубьев по окружности.
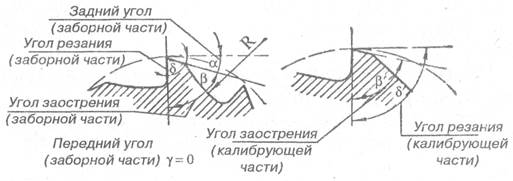
Рисунок 4 Геометрия зубьев развертки
Развертыванию всегда предшествует сверление или зенкерование отверстий. Размер сверла или зенкера, которым отверстие обрабатывалось перед развертыванием, выбирают с таким расчетом, чтобы на черновое развертывание оставался припуск 0,25 -0,50 мм и на чистовое - 0,05 -0,015 мм. Глубина резания определяется толщиной срезаемого слоя металла и составляет половину припуска на диаметр.
Величина подачи и скорости резания при развертывании оказывает существенное влияние на шероховатость поверхности отверстия. Чем выше требования к чистоте поверхности, тем меньше должны быть скорости резания и подачи.
Ручное развертывание. Приступая к развертыванию прежде всего следует:
- проверить величину оставленного припуска на развертывание (больший припуск установленного вызывает быстрое затупление режущего инструмента и могут выкрошиться зубья;
- выбрать соответствующую конструкцию и размер развертки и убедиться в ее исправности;
- осторожно установить развертку в отверстие и по угольнику проверить перпендикулярность оси развертки к оси обрабатываемого отверстия;
- для обработки отверстий в труднодоступных местах детали применять специальные удлинители.
Машинное развертывание производится так же, как и сверление отверстий. При этом наряду с прочным закреплением развертки в шпинделе станка следует обеспечить совпадение осей шпинделя и развертки.
Правила техники безопасности при развертывании те же, что и при сверлении.
Правильно выбранный инструмент и режимы обработки улучшают качество развертывания (см. табл. 1).
Таблица 1 Брак при развертывании и способы его устранения
| Брак | Причина | Способ устранения |
| Не выдержан размер отверстия | Неправильно выбран диаметр развертки. Биение развертки | Заменить развертку. Применить качающуюся оправку |
| Нечистая поверхность отверстия | Недостаточный припуск под развертывание. Грубая обработка отверстия под развертывание | Увеличить припуск. Улучшить поверхность отверстия под развертывание |
| Следы дробления на поверхности | Вращение развертки рывками. Увеличенный припуск. Неправильно заточена развертка. Неправильно закреплена развертка | Плавно, равномерно вращать развертку. Уменьшить припуск. Заменить развертку. Правильно закрепить развертку |
| Задиры на поверхности | Вращение развертки в разные стороны Затупленная развертка Большой припуск. Неправильно выбрана охлаждающая жидкость ее количество мало | Вращать развертку толь ко в правую сторону Заточить развертку. Уменьшить припуск. Заменить жидкость или увеличить ее количество |
Инструменты и оборудование: сверлильный станок, конусные зенковки 60°, 90° и 120°, зенковки цилиндрические разные, зенкеры цилиндрические разные, сверла спиральные разные, развертки ручные цилиндрические и конические разные, калибры пробки, калибры конические — в соответствии с объектами работ.
Приспособления и материалы: тиски машинные, воротки, масло минеральное, эмульсия.
Задание:
По итогам прохождения учебной практики (УП) по междисциплинарному курсу 04.01 «Выполнение работ по профессии слесаря-ремонтника» профессионального модуля 04 «Выполнение работ по профессии рабочего» специальности 15.02.01 «Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)»
Вы должны представить дневник и отчет по учебной практике, а также сертификат об обучении в электронном курсе SIKE «Слесарное дело».
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|