- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
СТАНОК - ПОЛУАВТОМАТ ГОРИЗОНТАЛЬНЫЙ РЕЗЬБОФРЕЗЕРНЫЙ 561.
СТАНОК - ПОЛУАВТОМАТ ГОРИЗОНТАЛЬНЫЙ РЕЗЬБОФРЕЗЕРНЫЙ 561.
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Станок предназначен для фрезерования длинных наружных резьб в условиях серийного производства. В индивидуальном и мелкосерийном производстве станок применяется также для нарезания коротких резьб, фрезерования шлицевых валиков и нарезания цилиндрических зубчатых колес. При наличии дополнительных приспособлений на станке могут быть нарезаны внутренние резьбы.
На станке можно производить следующие основные виды работ:
фрезерование однозаходных и многозаходных резьб различного профиля с нормальным шагом;
фрезерование винтовых канавок с большим шагом;
фрезерование продольных пазов различного профиля и вида;
фрезерование многошлицевых валиков и цилиндрических зубчатых колес методом обкатки.
Особенности конструкции и принцип работы станка
Для фрезерования длинных резьб, винтовых канавок и продольных пазов применяются дисковые фрезы соответствующего профиля; для фрезерования коротких крепежных резьб — гребенчатые фрезы. Зубчатые колеса и многошлицевые валики нарезают червячными фрезами. Фрезы устанавливают на шпинделе фрезерной головки, который приводится во вращение в соответствии с выбранной скоростью резания.
Фрезерная головка сделана поворотной. В процессе настройки станка ось шпинделя устанавливают так, чтобы плоскость вращения дисковой фрезы совпадала с направлением фрезеруемой канавки. Гребенчатые резьбовые фрезы располагают параллельно оси обрабатываемой детали: Червячные фрезы устанавливают так, чтобы направление их витков совпадало с направлением впадин нарезаемой детали.
Обрабатываемую деталь закрепляют в шпинделе передней бабки. Для закрепления обрабатываемых деталей применяются поводковые, цанговые и кулачковые патроны. Длинные валы поддерживаются задней бабкой, а в случае необходимости — подвижным и неподвижным люнетами.
При фрезеровании длинных резьб, дисковой фрезе, расположенной под углом, равным углу подъема резьбы, сообщается вращение в соответствии с выбранной скоростью резания. Обрабатываемой детали, установленной в центрах передней и задней бабок и поддерживаемой люнетами, сообщается медленное вращение в соответствии с заданной скоростью подачи. Движением образования винтовой поверхности является перемещение суппорта с фрезерной головкой, увязанное с вращением детали. За каждый оборот детали фрезеруется один виток резьбы. Многозаходные резьбы фрезеруются последовательно ход за ходом. После фрезерования каждого захода производится делительный поворот обрабатываемой детали.
Общий вид резьбофрезерного станка-полуавтомата 561
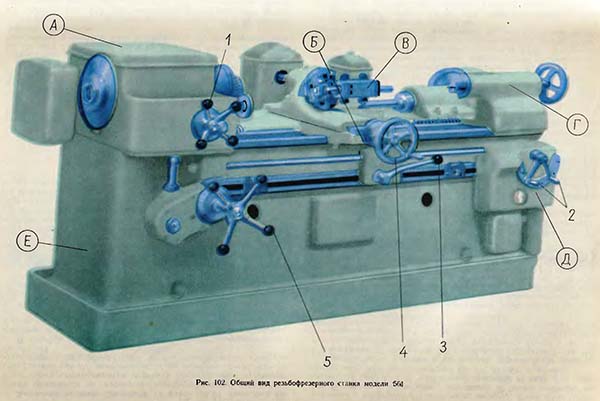
Основные узлы станка
· А — передняя бабка;
· Б — суппорт;
· В — фрезерная головка;
· Г — задняя бабка;
· Д — коробка скоростей;
· Е — станина.
Органы управления станка
1. рукоятка для настройки станка на различные виды работ;
2. рукоятки переключения коробки скоростей;
3. рукоятка управления станком;
4. маховичок ручной поперечной подачи фрезерной головки;
5. рукоятка управления коробкой подач.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|