от 10 до 20 вкл. от 20 до 32 вкл. от 32 до 60 вкл. от 60 до 80 вкл. от 80 до 160 вкл.
325 305 285 275 265
470 460 450 440 430
21 21 21 21 21
19282-73
Листы после закалки, отпуска (Образцы поперечные)
от 10 до 32 вкл. от 32 до 60 вкл.
365 315
490 450
19 21
17066-80
Листы горячекатаные
2-3,9
Ударная вязкость KCU (Дж/см3) при низких температурах °С
ГОСТ
Состояние поставки
Сечение, мм
KCU при +20
KCU при -40
KCU при -40
19281-73
Сортовой и фасонный прокат
от 5 до 10 от 10 до 20 вкл. от 20 до 100 вкл.
64 59 59
39 34 34
34 29 -
19282-73
Листы и полосы
от 5 до 10 от 10 до 60 вкл.
64 59
39 34
34 29
Листы после закалки, отпуска (Образцы поперечные)
от 10 до 60 вкл.
-
Механические свойства 09Г2С при повышенных температурах
Темп. испытания, °С
σ0,2(МПа)
σВ (МПа)
δ5 (%)
ψ (%)
Нормализация 930-950 °С
Механические свойства в зависимости от темп. °С отпуска
Темп. отпуска, °С
σ0,2(МПа)
σВ (МПа)
δ5 (%)
ψ (%)
Листы толщиной 34 мм в состоянии поставки HB 112-127 (образцы поперечные)
-
-
-
-
-
Описание стали 09Г2С:Чаще всего прокат из данной марки стали используется для разнообразных строительных конструкций благодаря высокой механической прочности, что позволяет использовать более тонкие элементы чем при использовании других сталей. Устойчивость свойств в широком температурном диапазоне позволяет применять детали из этой марки в диапазоне температур от -70 до +450 С. Также легкая свариваемость позволяет изготавливать из листового проката этой марки сложные конструкции для химической, нефтяной, строительной, судостроительной и других отраслей. Применяя закалку и отпуск изготавливают качественную трубопроводную арматуру. Высокая механическая устойчивость к низким температурам также позволяет с успехом применять трубы из 09Г2С на севере страны.
Также марка широко используется для сварных конструкций. Сварка может производиться как без подогрева, так и с предварительным подогревом до 100-120 С. Так как углерода в стали мало, то сварка ее довольно проста, причем сталь не закаливается и не перегревается в процессе сварки, благодаря чему не происходит снижение пластических свойств или увеличение ее зернистости. К плюсам применения этой стали можно отнести также, что она не склонна к отпускной хрупкости и ее вязкость не снижается после отпуска. Вышеприведенными свойствами объясняется удобство использования 09Г2С от других сталей с большим содержанием углерода или присадок, которые хуже варятся и меняют свойства после термообработки. Для сварки 09Г2С можно применять любые электроды, предназначенные для низколегированных и малоуглеродистых сталей, например Э42А и Э50А. Если свариваются листы толщиной до 40 мм, то сварка производится без разделки кромок. При использовании многослойной сварки применяют каскадную сварку с током силой 40-50 Ампер на 1 мм электрода, чтобы предотвратить перегрев места сварки. После сварки рекомендуется прогреть изделие до 650 С, далее продержать при этой же температуре 1 час на каждые 25 мм толщины проката, после чего изделие охлаждают на воздухе или в горячей воде – благодаря этому в сваренном изделии повышается твердость шва и устраняются зоны напряженности.
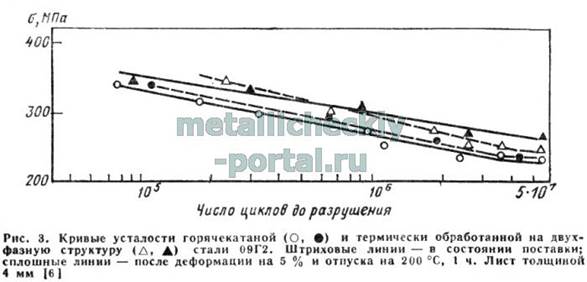
Свойства стали 09Г2С: сталь 09Г2 после обработки на двухфазную структуру имеет повышенный предел выносливости; одновременно примерно в 3—3,5 раза увеличивается число циклов до разрушения в области малоцикловой усталости.
Упрочнение ДФМС(дфухфазные ферритно-мартенситные стали) создают участки мартенсита: каждый 1 % мартенситной составляющей в структуре повышает временное сопротивление разрыву примерно на 10 МПа независимо от прочности и геометрии мартенситной фазы. Разобщенность мелких участков мартенсита и высокая пластичность феррита значительно облегчают начальную пластическую деформацию. Характерный признак ферритно-мартенситных сталей — отсутствие на диаграмме растяжения плошадки текучести. При одинаковом значении общего (δобщ) и равномерного (δр) удлинения ДФМС обладают большей прочностью и более низким отношением σ0,2/σв (0,4—0,6), чем обычные низколегированные стали. При этом сопротивление малым пластическим деформациям (σ0,2) у ДФМС ниже, чем у сталей с ферритно-перлитной структурой.
При всех уровнях прочности все показатели технологической пластичности ДФМС (σ0,2/σв, δр, δобщ, вытяжка по Эриксену, прогиб, высота стаканчика и т. д.), кроме раздачи отверстия, превосходят аналогичные показатели обычных сталей.
Повышенная технологическая пластичность ДФМС позволяет применять их для листовой штамповки деталей достаточно сложной конфигурации, что является преимуществом этих сталей перед другими высокопрочными сталями.
Сопротивление коррозии ДФМС находится на уровне сопротивления коррозии сталей для глубокой вытяжки.
ДФМС удовлетворительно свариваются методом точечной сварки. Предел выносливости при знакопеременном изгибе составляет для сварного шва и основного металла (σв = 550 МПа) соответственно 317 и 350 МПа, т. е. 50 и 60 % ов основного металла.
В случае применения ДФМС для деталей массивных сечений, когда необходимо обеспечить достаточную прокаливаемость, целесообразно использовать составы с повышенным содержанием марганца или с добавками хрома, бора и т. д.
Экономическая эффективность применения ДФМС, которые дороже низкоуглеродистых сталей, определяется экономией массы деталей (на 20—25%). Применение ДФМС в некоторых случаях позволяет исключить упрочняющую термическую обработку деталей, например высокопрочных крепежный изделий, получаемых методом холодной высадки.
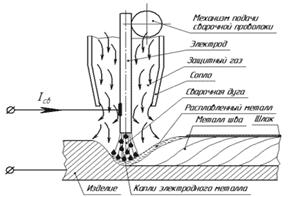
Технология сварки в защитных газах плавящимся электродом.
При сварке плавящимся электродом в защитном газе (рисунок 3) в зону дуги, горящей между плавящимся электродом (сварочной проволокой) и изделием через сопло подаётся защитный газ, защищающий металл сварочной ванны, капли электродного металла и закристаллизовавшийся металл от воздействия активных газов атмосферы. Теплотой дуги расплавляются кромки свариваемого изделия и электродная (сварочная) проволока. Расплавленный металл сварочной ванны, кристаллизуясь, образует сварной шов.
Схема сварки в защитных газах
При сварке в защитных газах плавящимся электродом в качестве электродного металла применяют сварочную проволоку близкую по химическому составу к основному металлу. Выбор защитного газа определяется его инертностью к свариваемому металлу, либо активностью, способствующей рафинации металла сварочной ванны. Для сварки цветных металлов и сплавов на их основе применяют инертные одноатомные газы (аргон, гелий и их смеси). Для сварки меди и кобальта можно применить азот. Для сварки сталей различных классов применяют углекислый газ, но так как углекислый газ участвует в металлургических процессах, способствуя угару легирующих компонентов и компонентов – раскислителей (кремния, марганца), то сварочную проволоку следует выбрать с повышенным их содержанием. В ряде случаев целесообразно применять смесь инертных и активных газов, чтобы повысить устойчивость дуги, улучшить формирование шва, воздействовать на его геометрические параметры, уменьшить разбрызгивание.
Способы сварки стали 09Г2С
123
Низколегированные низкоуглеродистые конструкционные стали, как правило, используют для изготовления ответственных сварных конструкций.
По реакции на термический цикл низколегированная низкоуглеродистая сталь мало отличается от обычной низкоуглеродистой. Различия состоят в основном в несколько большей склонности к образованию закалочных структур в металле шва и околошовной зоне при повышенных скоростях охлаждения. Металл шва низкоуглеродистых низколегированных сталей, например 09Г2С,17Г1С, 14ХГС и др., имеет не только феррито-перлитную структуру, но и при повышенных скоростях охлаждения в швах этих сталей кроме феррита и перлита присутствуют также мартенсит, бейнит и остаточный аустенит. Обнаруживаемый в таких швах мартенсит — бесструктурный, а бейнит представляет собой феррито-карбидную смесь высокой дисперсности. Количество указанных структурных составляющих изменяется в зависимости от температурного цикла сварки. При уменьшении погонной энергии количество мартен сита, бейнита и остаточного аустенита в металле шва повышается, и дисперсность их увеличивается. Так, количество закалочных структур в швах на низкоуглеродистой кремнемарганцевой стали толщиной 12 мм при сварке с погонной энергией Е = 4 ккал/см и скорости охлаждения в интервале температур 400—600° С, примерно равной 4,5° С/с, составляет 10—11%. В швах, выполненных с большой погонной энергией, количество этих структур резко уменьшается. Структура швов на этой же стали при погонной энергии 13 ккал/см и скорости охлаждения примерно 0,5—0,6° С/с состоит только из феррита и перлита. Мартенсит и бейнит образуются также и в околошовной зоне сварных соединений, например стали 14ХГС, Их количество при сварке такой стали максимально (около 3%) в участке перегрева и снижается по мере удаления от линии сплавления. При небольшом количестве закалочных структур их влияние на механические свойства сварных соединений незначительно в связи с равномерным и дезориентированным расположением этих составляющих в мягкой ферритной основе. Однако при увеличении доли таких структур в шве и околошовной зоне пластичность металла и его стойкость против хрупкого разрушения резко ухудшаются. Дополнительное легирование стали марганцем, кремнием и другими элементами способствует образованию в сварных соединениях закалочных структур. Поэтому режим сварки большинства низколегированных сталей ограничивается более узкими (по значению погонной энергии) пределами, чем при сварке низкоуглеродистой стали. В ряде случаев, например при микролегировании ванадием, ванадием и азотом, а также другими элементами, склонность низколегированной стали к росту зерна в околошовной зоне при сварке незначительна. Для определения реакции низколегированной стали на термический цикл сварки проводят комплекс испытаний. С целью снижения разупрочнения в околошовной зоне термоулучшенные низколегированные стали следует сваривать при минимально возможной погонной энергии. Обеспечение равнопрочности металла шва с основным металлом достигается в основном за счет легирования его элементами, переходящими из основного металла. Иногда для повышения прочности и стойкости против хрупкого разрушения металл шва дополнительно легируют через сварочную проволоку. Стойкость металла шва против кристаллизационных трещин при сварке низколегированных сталей несколько ниже, чем низкоуглеродистых, в связи с усилением отрицательного влияния углерода некоторыми легирующими элементами, например кремнием. Повышение стойкости против образования трещин достигается снижением содержания в шве углерода, серы и некоторых других элементов за счет применения сварочной проволоки с пониженным содержанием указанных элементов, а также выбором соответствующей технологии сварки (последовательность выполнения швов, обеспечение благоприятной формы провара) и рациональной конструкции изделия.
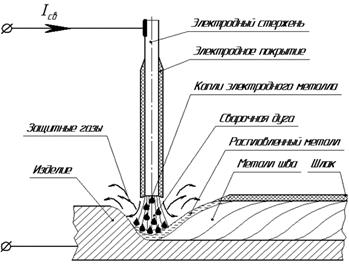
4.1. Технология сварки покрытыми электродами.
При ручной дуговой сварке покрытыми металлическими электродами, сварочная дуга горит с электрода на изделие, оплавляя кромки свариваемого изделия и расплавляя металл электродного стержня и покрытие электрода (рисунок 1). Кристаллизация основного металла и металла электродного стержня образует сварной шов.
Электрод состоит из электродного стержня и электродного покрытия (см. рисунок 1).
Достоинства способа:
- простота оборудования;
- возможность сварки во всех пространственных положениях;
- возможность сварки в труднодоступных местах;
- быстрый, по времени переход от одного вида материала к другому;
- большая номенклатура свариваемых металлов.
Недостатки способа:
- большие материальные и временные затраты на подготовку сварщика;
- качество сварного соединения и его свойства во многом определяются субъективным фактором;
- низкая производительность (пропорциональна сварочному току, увеличение сварочного тока приводит к разрушению электродного покрытия);
- вредные и тяжёлые условия труда.
Рациональные области применения:
- сварка на монтаже;
- сварка непротяжённых швов.
Технология сварки низколегированных низкоуглеродистых сталей покрытыми электродами мало отличается от технологии сварки низкоуглеродистых сталей. Характер подготовки кромок, режимы сварки, порядок наложения швов практически одинаковы. Прихватки при сборке необходимо выполнять теми же электродами, что и при сварке основного шва, и накладывать только в местах, где располагается шов. Низколегированные стали сваривают в основном электродами с фтористо-кальциевым покрытием типа Э42А и Э50А, обеспечивающими более высокую стойкость против образования кристаллизационных трещин и повышенные пластические свойства по сравнению с электродами других типов. Для сварки сталей с пониженным содержанием углерода (например 09Г2) в ряде случаев используют электроды с рутиловым покрытием, например АН0-1 (тип Э42Т). Наиболее широко применяют электроды УОНИ-13/45, СМ-11, АНО-8 (тип Э42А) и УОНИ-13/55, ДСК-50, АНО-7 (тип Э50А), обеспечивающие прочность и пластичность металла шва на уровне свойств основного металла. Высокая прочность металла шва при сварке электродами типа Э42А достигается за счет перехода легирующих элементов в шов из основного металла и повышенной скорости охлаждения шва. Для сварки кольцевых швов трубопроводов, работающих при температурах до —70° С, например из стали 10Г2, находят применение электроды ВСН-3 (тип Э50АФ) с фтористо-кальциевым покрытием. Швы, сваренные покрытыми электродами, в ряде случаев имеют пониженную стойкость против коррозии в морской воде, что значительно снижает эксплуатационные свойства сварных сосудов, морских эстакад и других сооружений., Это обусловлено малым содержанием в поверхностных слоях металла шва легирующих элементов (хрома, никеля, меди) вследствие низкой доли участия основного металла в металле этих слоев. Для повышения коррозионной стойкости металл шва следует легировать хромом.
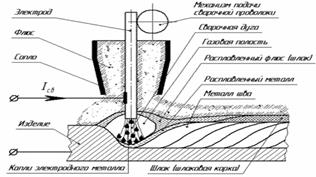
4.2. Технология сварки под флюсом.
При этом способе сварки электрическая дуга горит под зернистым сыпучим материалом, называемым сварочным флюсом (рисунок 2).
Рис. 3. Схема сварки под флюсом
Под действием тепла дуги расплавляются электродная проволока и основной металл, а также часть флюса. В зоне сварки образуется полость, заполненная парами металла, флюса и газами. Газовая полость ограничена в верхней части оболочкой расплавленного флюса. Расплавленный флюс, окружая газовую полость, защищает дугу и расплавленный металл в зоне сварки от вредного воздействия окружающей среды, осуществляет металлургическую обработку металла в сварочной ванне. По мере удаления сварочной дуги расплавленный флюс, прореагировавший с расплавленным металлом, затвердевает, образуя на шве шлаковую корку. После прекращения процесса сварки и охлаждения металла шлаковая корка легко отделяется от металла шва. Не израсходованная часть флюса специальным пневматическим устройством собирается во флюсоаппарат и используется в дальнейшем при сварке.
Достоинства способа:
- повышенная производительность;
- минимальные потери электродного металла (не более 2%);
- отсутствие брызг;
- максимально надёжная защита зоны сварки;
- минимальная чувствительность к образованию оксидов;
- мелкочешуйчатая поверхность металла шва в связи с высокой стабильностью процесса горения дуги;
- не требуется защитных приспособлений от светового излучения, поскольку дуга горит под слоем флюса;
- низкая скорость охлаждения металла обеспечивает высокие показатели механических свойств металла шва;
- малые затраты на подготовку кадров;
- отсутствует влияния субъективного фактора.
Недостатки способа:
- трудозатраты с производством, хранением и подготовкой сварочных флюсов;
- трудности корректировки положения дуги относительно кромок свариваемого изделия;
- неблагоприятное воздействие на оператора;
- нет возможности выполнять сварку во всех пространственных положениях без специального оборудования.
Области применения:
- сварка в цеховых и монтажных условиях;
- сварка металлов от 1,5 до 150 мм и более;
- сварка всех металлов и сплавов, разнородных металлов В большинстве случаев применяют те же сварочные материалы, что и при сварке низкоуглеродистых сталей: плавленые флюсы АН-348-А, ОСЦ-45 (однодуговая сварка), АН-60 (многодуговая сварка с повышенной скоростью), а также сварочные проволоки Св-08ГА и Св-10Г2. Для сварки микролегированных сталей, например 15Г2АФ, в ряде случаев применяют низкокремнистый флюс АН-22 в сочетании с проволоками Св-08ХМ и Св-ЮНМА. Однако при этом швы менее стойки против кристаллизационных трещин, вследствие чего сварку рекомендуется выполнять с предварительным подогревом. Для обеспечения пластических свойств металла углового шва и околошовной зоны на уровне свойств основного металла сечение шва следует выбирать в зависимости от толщины свариваемого металла. Иногда сварку выполняют двумя дугами в раздельные ванны. Многослойные швы на толстом металле также рекомендуется выполнять двумя дугами, а при сварке одной дугой перед наложением первого слоя производить подогрев основного металла до температуры 150—200° С. Опытным путем установлена зависимость между толщиной основного металла и сечением шва или слоя Металл швов, сваренных под флюсом, благодаря значительной доле участия основного металла и достаточному содержанию легирующих элементов обладает более высокой стойкостью против коррозии в морской воде, чем металл швов, сваренных покрытыми электродами обычного состава.
4.3. Технология сварки в защитных газах плавящимся электродом.
При сварке плавящимся электродом в защитном газе (рисунок 3) в зону дуги, горящей между плавящимся электродом (сварочной проволокой) и изделием через сопло подаётся защитный газ, защищающий металл сварочной ванны, капли электродного металла и закристаллизовавшийся металл от воздействия активных газов атмосферы. Теплотой дуги расплавляются кромки свариваемого изделия и электродная (сварочная) проволока. Расплавленный металл сварочной ванны, кристаллизуясь, образует сварной шов.
Рис.4. Схема сварки в защитных газах
При сварке в защитных газах плавящимся электродом в качестве электродного металла применяют сварочную проволоку близкую по химическому составу к основному металлу. Выбор защитного газа определяется его инертностью к свариваемому металлу, либо активностью, способствующей рафинации металла сварочной ванны. Для сварки цветных металлов и сплавов на их основе применяют инертные одноатомные газы (аргон, гелий и их смеси). Для сварки меди и кобальта можно применить азот. Для сварки сталей различных классов применяют углекислый газ, но так как углекислый газ участвует в металлургических процессах, способствуя угару легирующих компонентов и компонентов – раскислителей (кремния, марганца), то сварочную проволоку следует выбрать с повышенным их содержанием. В ряде случаев целесообразно применять смесь инертных и активных газов, чтобы повысить устойчивость дуги, улучшить формирование шва, воздействовать на его геометрические параметры, уменьшить разбрызгивание.
Сварку в защитных газах плавящимся электродом ведут на постоянном токе обратной полярности, т.к. на переменном токе из-за сильного охлаждения столба дуги защитным газом, дуга может прерываться. Скорость подачи сварочной проволоки определяет силу сварочного тока.
Для сварки в защитных газах плавящимся электродом характерно высокий процент потерь электродного металла вследствие угара и разбрызгивания.
Способы сварки стали 09Г2С
123
Низколегированные низкоуглеродистые конструкционные стали, как правило, используют для изготовления ответственных сварных конструкций.
По реакции на термический цикл низколегированная низкоуглеродистая сталь мало отличается от обычной низкоуглеродистой. Различия состоят в основном в несколько большей склонности к образованию закалочных структур в металле шва и околошовной зоне при повышенных скоростях охлаждения. Металл шва низкоуглеродистых низколегированных сталей, например 09Г2С,17Г1С, 14ХГС и др., имеет не только феррито-перлитную структуру, но и при повышенных скоростях охлаждения в швах этих сталей кроме феррита и перлита присутствуют также мартенсит, бейнит и остаточный аустенит. Обнаруживаемый в таких швах мартенсит — бесструктурный, а бейнит представляет собой феррито-карбидную смесь высокой дисперсности. Количество указанных структурных составляющих изменяется в зависимости от температурного цикла сварки. При уменьшении погонной энергии количество мартен сита, бейнита и остаточного аустенита в металле шва повышается, и дисперсность их увеличивается. Так, количество закалочных структур в швах на низкоуглеродистой кремнемарганцевой стали толщиной 12 мм при сварке с погонной энергией Е = 4 ккал/см и скорости охлаждения в интервале температур 400—600° С, примерно равной 4,5° С/с, составляет 10—11%. В швах, выполненных с большой погонной энергией, количество этих структур резко уменьшается. Структура швов на этой же стали при погонной энергии 13 ккал/см и скорости охлаждения примерно 0,5—0,6° С/с состоит только из феррита и перлита. Мартенсит и бейнит образуются также и в околошовной зоне сварных соединений, например стали 14ХГС, Их количество при сварке такой стали максимально (около 3%) в участке перегрева и снижается по мере удаления от линии сплавления. При небольшом количестве закалочных структур их влияние на механические свойства сварных соединений незначительно в связи с равномерным и дезориентированным расположением этих составляющих в мягкой ферритной основе. Однако при увеличении доли таких структур в шве и околошовной зоне пластичность металла и его стойкость против хрупкого разрушения резко ухудшаются. Дополнительное легирование стали марганцем, кремнием и другими элементами способствует образованию в сварных соединениях закалочных структур. Поэтому режим сварки большинства низколегированных сталей ограничивается более узкими (по значению погонной энергии) пределами, чем при сварке низкоуглеродистой стали. В ряде случаев, например при микролегировании ванадием, ванадием и азотом, а также другими элементами, склонность низколегированной стали к росту зерна в околошовной зоне при сварке незначительна. Для определения реакции низколегированной стали на термический цикл сварки проводят комплекс испытаний. С целью снижения разупрочнения в околошовной зоне термоулучшенные низколегированные стали следует сваривать при минимально возможной погонной энергии. Обеспечение равнопрочности металла шва с основным металлом достигается в основном за счет легирования его элементами, переходящими из основного металла. Иногда для повышения прочности и стойкости против хрупкого разрушения металл шва дополнительно легируют через сварочную проволоку. Стойкость металла шва против кристаллизационных трещин при сварке низколегированных сталей несколько ниже, чем низкоуглеродистых, в связи с усилением отрицательного влияния углерода некоторыми легирующими элементами, например кремнием. Повышение стойкости против образования трещин достигается снижением содержания в шве углерода, серы и некоторых других элементов за счет применения сварочной проволоки с пониженным содержанием указанных элементов, а также выбором соответствующей технологии сварки (последовательность выполнения швов, обеспечение благоприятной формы провара) и рациональной конструкции изделия.
4.1. Технология сварки покрытыми электродами.
При ручной дуговой сварке покрытыми металлическими электродами, сварочная дуга горит с электрода на изделие, оплавляя кромки свариваемого изделия и расплавляя металл электродного стержня и покрытие электрода (рисунок 1). Кристаллизация основного металла и металла электродного стержня образует сварной шов.
Электрод состоит из электродного стержня и электродного покрытия (см. рисунок 1).
Достоинства способа:
- простота оборудования;
- возможность сварки во всех пространственных положениях;
- возможность сварки в труднодоступных местах;
- быстрый, по времени переход от одного вида материала к другому;
- большая номенклатура свариваемых металлов.
Недостатки способа:
- большие материальные и временные затраты на подготовку сварщика;
- качество сварного соединения и его свойства во многом определяются субъективным фактором;
- низкая производительность (пропорциональна сварочному току, увеличение сварочного тока приводит к разрушению электродного покрытия);
- вредные и тяжёлые условия труда.
Рациональные области применения:
- сварка на монтаже;
- сварка непротяжённых швов.
Технология сварки низколегированных низкоуглеродистых сталей покрытыми электродами мало отличается от технологии сварки низкоуглеродистых сталей. Характер подготовки кромок, режимы сварки, порядок наложения швов практически одинаковы. Прихватки при сборке необходимо выполнять теми же электродами, что и при сварке основного шва, и накладывать только в местах, где располагается шов. Низколегированные стали сваривают в основном электродами с фтористо-кальциевым покрытием типа Э42А и Э50А, обеспечивающими более высокую стойкость против образования кристаллизационных трещин и повышенные пластические свойства по сравнению с электродами других типов. Для сварки сталей с пониженным содержанием углерода (например 09Г2) в ряде случаев используют электроды с рутиловым покрытием, например АН0-1 (тип Э42Т). Наиболее широко применяют электроды УОНИ-13/45, СМ-11, АНО-8 (тип Э42А) и УОНИ-13/55, ДСК-50, АНО-7 (тип Э50А), обеспечивающие прочность и пластичность металла шва на уровне свойств основного металла. Высокая прочность металла шва при сварке электродами типа Э42А достигается за счет перехода легирующих элементов в шов из основного металла и повышенной скорости охлаждения шва. Для сварки кольцевых швов трубопроводов, работающих при температурах до —70° С, например из стали 10Г2, находят применение электроды ВСН-3 (тип Э50АФ) с фтористо-кальциевым покрытием. Швы, сваренные покрытыми электродами, в ряде случаев имеют пониженную стойкость против коррозии в морской воде, что значительно снижает эксплуатационные свойства сварных сосудов, морских эстакад и других сооружений., Это обусловлено малым содержанием в поверхностных слоях металла шва легирующих элементов (хрома, никеля, меди) вследствие низкой доли участия основного металла в металле этих слоев. Для повышения коррозионной стойкости металл шва следует легировать хромом.
4.2. Технология сварки под флюсом.
При этом способе сварки электрическая дуга горит под зернистым сыпучим материалом, называемым сварочным флюсом (рисунок 2).
Рис. 3. Схема сварки под флюсом
Под действием тепла дуги расплавляются электродная проволока и основной металл, а также часть флюса. В зоне сварки образуется полость, заполненная парами металла, флюса и газами. Газовая полость ограничена в верхней части оболочкой расплавленного флюса. Расплавленный флюс, окружая газовую полость, защищает дугу и расплавленный металл в зоне сварки от вредного воздействия окружающей среды, осуществляет металлургическую обработку металла в сварочной ванне. По мере удаления сварочной дуги расплавленный флюс, прореагировавший с расплавленным металлом, затвердевает, образуя на шве шлаковую корку. После прекращения процесса сварки и охлаждения металла шлаковая корка легко отделяется от металла шва. Не израсходованная часть флюса специальным пневматическим устройством собирается во флюсоаппарат и используется в дальнейшем при сварке.
Достоинства способа:
- повышенная производительность;
- минимальные потери электродного металла (не более 2%);
- отсутствие брызг;
- максимально надёжная защита зоны сварки;
- минимальная чувствительность к образованию оксидов;
- мелкочешуйчатая поверхность металла шва в связи с высокой стабильностью процесса горения дуги;
- не требуется защитных приспособлений от светового излучения, поскольку дуга горит под слоем флюса;
- низкая скорость охлаждения металла обеспечивает высокие показатели механических свойств металла шва;
- малые затраты на подготовку кадров;
- отсутствует влияния субъективного фактора.
Недостатки способа:
- трудозатраты с производством, хранением и подготовкой сварочных флюсов;
- трудности корректировки положения дуги относительно кромок свариваемого изделия;
- неблагоприятное воздействие на оператора;
- нет возможности выполнять сварку во всех пространственных положениях без специального оборудования.
Области применения:
- сварка в цеховых и монтажных условиях;
- сварка металлов от 1,5 до 150 мм и более;
- сварка всех металлов и сплавов, разнородных металлов В большинстве случаев применяют те же сварочные материалы, что и при сварке низкоуглеродистых сталей: плавленые флюсы АН-348-А, ОСЦ-45 (однодуговая сварка), АН-60 (многодуговая сварка с повышенной скоростью), а также сварочные проволоки Св-08ГА и Св-10Г2. Для сварки микролегированных сталей, например 15Г2АФ, в ряде случаев применяют низкокремнистый флюс АН-22 в сочетании с проволоками Св-08ХМ и Св-ЮНМА. Однако при этом швы менее стойки против кристаллизационных трещин, вследствие чего сварку рекомендуется выполнять с предварительным подогревом. Для обеспечения пластических свойств металла углового шва и околошовной зоны на уровне свойств основного металла сечение шва следует выбирать в зависимости от толщины свариваемого металла. Иногда сварку выполняют двумя дугами в раздельные ванны. Многослойные швы на толстом металле также рекомендуется выполнять двумя дугами, а при сварке одной дугой перед наложением первого слоя производить подогрев основного металла до температуры 150—200° С. Опытным путем установлена зависимость между толщиной основного металла и сечением шва или слоя Металл швов, сваренных под флюсом, благодаря значительной доле участия основного металла и достаточному содержанию легирующих элементов обладает более высокой стойкостью против коррозии в морской воде, чем металл швов, сваренных покрытыми электродами обычного состава.
4.3. Технология сварки в защитных газах плавящимся электродом.
При сварке плавящимся электродом в защитном газе (рисунок 3) в зону дуги, горящей между плавящимся электродом (сварочной проволокой) и изделием через сопло подаётся защитный газ, защищающий металл сварочной ванны, капли электродного металла и закристаллизовавшийся металл от воздействия активных газов атмосферы. Теплотой дуги расплавляются кромки свариваемого изделия и электродная (сварочная) проволока. Расплавленный металл сварочной ванны, кристаллизуясь, образует сварной шов.
Рис.4. Схема сварки в защитных газах
При сварке в защитных газах плавящимся электродом в качестве электродного металла применяют сварочную проволоку близкую по химическому составу к основному металлу. Выбор защитного газа определяется его инертностью к свариваемому металлу, либо активностью, способствующей рафинации металла сварочной ванны. Для сварки цветных металлов и сплавов на их основе применяют инертные одноатомные газы (аргон, гелий и их смеси). Для сварки меди и кобальта можно применить азот. Для сварки сталей различных классов применяют углекислый газ, но так как углекислый газ участвует в металлургических процессах, способствуя угару легирующих компонентов и компонентов – раскислителей (кремния, марганца), то сварочную проволоку следует выбрать с повышенным их содержанием. В ряде случаев целесообразно применять смесь инертных и активных газов, чтобы повысить устойчивость дуги, улучшить формирование шва, воздействовать на его геометрические параметры, уменьшить разбрызгивание.
Сварку в защитных газах плавящимся электродом ведут на постоянном токе обратной полярности, т.к. на переменном токе из-за сильного охлаждения столба дуги защитным газом, дуга может прерываться. Скорость подачи сварочной проволоки определяет силу сварочного тока.
Для сварки в защитных газах плавящимся электродом характерно высокий процент потерь электродного металла вследствие угара и разбрызгивания.
Разбрызгиванию способствует вид переноса электродного металла, зависящий от параметров режима сварки (рисунок ):
Способы сварки стали 09Г2С
123
Низколегированные низкоуглеродистые конструкционные стали, как правило, используют для изготовления ответственных сварных конструкций.
По реакции на термический цикл низколегированная низкоуглеродистая сталь мало отличается от обычной низкоуглеродистой. Различия состоят в основном в несколько большей склонности к образованию закалочных структур в металле шва и околошовной зоне при повышенных скоростях охлаждения. Металл шва низкоуглеродистых низколегированных сталей, например 09Г2С,17Г1С, 14ХГС и др., имеет не только феррито-перлитную структуру, но и при повышенных скоростях охлаждения в швах этих сталей кроме феррита и перлита присутствуют также мартенсит, бейнит и остаточный аустенит. Обнаруживаемый в таких швах мартенсит — бесструктурный, а бейнит представляет собой феррито-карбидную смесь высокой дисперсности.
 Сопротивление коррозии ДФМС находится на уровне сопротивления коррозии сталей для глубокой вытяжки.
ДФМС удовлетворительно свариваются методом точечной сварки. Предел выносливости при знакопеременном изгибе составляет для сварного шва и основного металла (σв = 550 МПа) соответственно 317 и 350 МПа, т. е. 50 и 60 % ов основного металла.
В случае применения ДФМС для деталей массивных сечений, когда необходимо обеспечить достаточную прокаливаемость, целесообразно использовать составы с повышенным содержанием марганца или с добавками хрома, бора и т. д.
Экономическая эффективность применения ДФМС, которые дороже низкоуглеродистых сталей, определяется экономией массы деталей (на 20—25%). Применение ДФМС в некоторых случаях позволяет исключить упрочняющую термическую обработку деталей, например высокопрочных крепежный изделий, получаемых методом холодной высадки.
Сопротивление коррозии ДФМС находится на уровне сопротивления коррозии сталей для глубокой вытяжки.
ДФМС удовлетворительно свариваются методом точечной сварки. Предел выносливости при знакопеременном изгибе составляет для сварного шва и основного металла (σв = 550 МПа) соответственно 317 и 350 МПа, т. е. 50 и 60 % ов основного металла.
В случае применения ДФМС для деталей массивных сечений, когда необходимо обеспечить достаточную прокаливаемость, целесообразно использовать составы с повышенным содержанием марганца или с добавками хрома, бора и т. д.
Экономическая эффективность применения ДФМС, которые дороже низкоуглеродистых сталей, определяется экономией массы деталей (на 20—25%). Применение ДФМС в некоторых случаях позволяет исключить упрочняющую термическую обработку деталей, например высокопрочных крепежный изделий, получаемых методом холодной высадки.