- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
РЕФЕРАТ НА ТЕМУ. Плазменная обработка металлов
РЕФЕРАТ НА ТЕМУ
Плазменная обработка металлов
Выполнил Аксенов Даниил 10а
Введение
Плазменная обработка получила широкое распространение вследствие высокой по промышленным стандартам температуры плазмы (~ 104 К), большого диапазона регулирования мощности и возможности сосредоточения потока плазмы на обрабатываемом изделии; при этом эффекты плазменной обработки достигаются как тепловым, так и механическим действием плазмы (бомбардировкой изделия частицами плазмы, движущимися с очень высокой скоростью - так называемый скоростной напор плазменного потока). Удельная мощность, передаваемая поверхности материала плазменной дугой, достигает 105-106 Вт/см2, в случае плазменной струи она составляет 103-104 Вт/см2. В то же время тепловой поток, если это необходимо, может быть рассредоточен, обеспечивая «мягкий» равномерный нагрев поверхности, что используется при наплавке и нанесении покрытий.
Физическая сущность процесса
Плазмой называется газ, значительная часть которого ионизована. При сильном нагревании любого вещества оно превращается в газ, при дальнейшем повышении температуры скорости движения частиц газа возрастают настолько, что при взаимных столкновениях их кинетической энергии достаточно для ионизации газа. Кроме термической ионизации можно осуществить фотоионизацию (при взаимодействии с электромагнитным излучением), ионизацию бомбардировкой газа заряженными частицами и др. В плазменном состоянии в веществе, помимо нейтральных молекул и атомов, присутствуют заряженные частицы – электроны и ионы. Это делает плазму хорошим проводником электрического тока, что широко используется для различных практических целей. Для технологических целей плазма используется в основном тогда, когда требуется высокотемпературный концентрированный нагрев значительных объемов заготовки. В настоящее время в промышленности широко используется плазменная сварка, резка металлов; плазменная наплавка и напыление тугоплавких и сверх прочных металлов и сплавов, плазменная химия и т.п .
Для технологических целей получение плазмы осуществляют в плазмотронах - специальных устройствах, в которых используется электрический дуговой разряд, тлеющий разряд, высокочастотные и сверхвысокочастотные разряды, протекающие в различных плазмообразующих газах.
Для более точного определения плазмы используется понятие ее квазинейтральности. Квазинейтральность плазмы означает, что число положительных и отрицательных зарядов в ней почти одинаково, а возникающие в плазме электрические поля приводят к восстановлению равенства разноименных зарядов, если в силу каких либо причин это равенство нарушается. При уменьшении объема плазмы может наступить момент, когда число частиц будет настолько мало, что условие квазинейтральности не соблюдается. Объем, начиная с которого нарушается квазинейтральность плазмы, определяется так называемым дебаевским радиусом экранирования :
где k- постоянная Больцмана, - температура электронов в кельвинах, n - плотность электронов, e - заряд електрона .
Таким образом, чтобы плазма сохраняла квазинейтральность, ее линейные размеры должны намного превосходить дебаевский радиус . Для технологических нужд применяется плазма, в которой дебаевский радиус экранирования может достигать десятков метров.
Степень ионизации плазмы - представляет собой отношении в плазме заряженных и нейтральных частиц. В реальных установках степень ионизации плазмы колеблется от 0 до 100%.
В плазме температура составляющих ее частиц может быть различной. Поэтому вводят понятие электронной , ионной и температуры нейтральных частиц . В плазме разряда электроны, как более легкие частицы, быстрее набирают энергию от электрического поля и их температура выше. При низких давлениях плазмы разница между температурами электронов и ионов может достигать нескольких порядков. В технологических установках обычно применяют достаточно плотную плазму (n >), для нее можно практически считать, что ==. Температура плазмы в промышленных плазмотронах достигает значений в десятки тысяч градусов. В отличие от плазмы для управляемого термоядерного синтеза, где требуется температура в сотни миллионов градусов, плазму с температурой называют низкотемпературной.
В промышленности наиболее часто встречаются плазмотроны, в которых используется электрический дуговой разряд или безэлектродный высокочастотный индукционный разряд. Если плазмотрон и изделие электрически связаны, то такая схема обработки называется плазменной дугой, а соответствующий плазмотрон называется плазмотроном прямого действия. В этом случае эффективность нагрева изделия, как правило, выше, но изделие должно быть электропроводно.
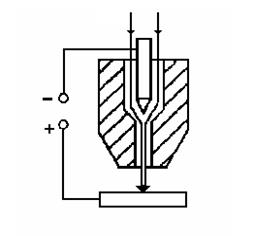
Рис. 1. Схема плазмотрона
Принципиальная схема обработки изделия плазмотроном прямого действия представлена на рис.1. Схема обработки изделия, не находящимся в электрическом контакте с плазмотроном, называется обработкой плазменной струей, соответственно, плазмотрон называется плазмотроном косвенного действия .
Стабилизация дуги в плазмотроне может осуществляться аксиальным потоком газа, как представлено на рисунке. Используется также стабилизация дуги с помощью тангенциального напуска плазмообразующего газа или путем ограничения столба газового разряда охлаждаемой стенкой плазмотрона.
Наибольшая температура плазменной струи реализуется на оси плазменной струи, она значительно выше, чем у открытой дуги. Плотность теплового потока у плазмотронов достигает и также больше, чем у открытой дуги. В плазменных источниках используется большая скорость плазмы при ее выходе из плазмотрона, чем достигается значительный газодинамический напор, что используется для различных технологических целей (например, получения неизотермической плазмы). Используются плазмотроны как с большим расходом газа и турбулентным потоком плазмы, так и с ламинарными плазменными струями, отличающимися большой длиной (до 0,4 м) и высокой стабильностью.
Плазматрон используются главным образом в промышленности в технологических целях, но устройства, аналогичные плазматрону, применяют и в качестве плазменных двигателей. Начало широкого использования плазматрона в промышленной и лабораторной практике относится к концу 50-х - началу 60-х гг. 20 в., когда были разработаны эффективные с инженерной точки зрения способы стабилизации высокочастотного разряда и дугового разряда, а также способы изоляции стенок камер, в которых происходят эти разряды, от их теплового действия. Соответственно, наиболее широкое распространение получили дуговые и высокочастотные (ВЧ) плазматроны.
Дуговой плазматрон постоянного тока состоит из следующих основных узлов: одного (катода) или двух (катода и анода) электродов, разрядной камеры и узла подачи плазмообразующего вещества; разрядная камера может быть совмещена с электродами - так называемыми плазматронами с полым катодом. Реже используются дуговые плазматроны, работающие на переменном напряжении; при частоте этого напряжения 105 Гц - их относят к ВЧ плазматронам. Существуют дуговые плазматроны с осевым и коаксиальным расположением электродов, с тороидальными электродами, с двусторонним истечением плазмы, с расходуемыми электродами (рис. 2) и т.д. Отверстие разрядной камеры, через которое истекает плазма, называется соплом плазматрона (в некоторых типах дуговых плазматронов границей сопла является кольцевой или тороидальный анод). Различают две группы дуговых плазматронов - для создания внешней плазменной дуги (обычно называется плазменной дугой) и плазменной струи. В плазматронах 1-й группы дуговой разряд горит между катодом плазматрона и обрабатываемым телом, служащим анодом. Эти плазматроны могут иметь как только катод, так и второй электрод вспомогательный анод, маломощный разряд на который с катода (кратковременный или постоянно горящий) «поджигает» основную дугу. В плазматронах 2-й группы плазма, создаваемая в разряде между катодом и анодом, истекает из разрядной камеры в виде узкой длинной струи.
плазменная обработка металл
Рис. 2. Схема дуговых плазматронов: а - осевой; б - коаксиальный; в с тороидальными электродами; г - двустороннего истечения; д - с внешней плазменной дугой; е - с расходуемыми электродами; 1 - источник электропитания; 2 - разряд; 3 - плазменная струя; 4 - электрод; 5 - разрядная камера; 6 - соленоид; 7 - обрабатываемое тело.
Стабилизация разряда в дуговых плазматронах осуществляется магнитным полем, потоками газа и стенками разрядной камеры и сопла. Один из распространённых способов магнитной стабилизации плазменноструйных плазматронов с анодом в форме кольца или тора, коаксиального катоду, состоит в создании перпендикулярного плоскости анода сильного магнитного поля, которое вынуждает токовый канал дуги непрерывно вращаться, обегая анод. Поэтому перемещаются по кругу анодные и катодные пятна дуги, что предотвращает расплавление электродов.
К числу способов газовой стабилизации, теплоизоляции и сжатия дуги относится так называемая «закрутка» - газ подаётся в разрядную камеру по спиральным каналам, в результате чего образуется газовый вихрь, обдувающий столб дуги и генерируемую плазменную струю: слой более холодного газа под действием центробежных сил располагается у стенок камеры, предохраняя их от контакта с дугой. В случаях, когда не требуется сильного сжатия потока плазмы, стабилизирующий газовый поток не закручивают, направляя параллельно столбу дуги, и не обжимают соплом (катод располагают на самом срезе сопла). Очень часто стабилизирующий газ одновременно является и плазмообразующим веществом. Применяют также стабилизацию и сжатие дуги потоком воды (с «закруткой» или без неё).
Плазма дуговых плазматронов неизбежно содержит частицы вещества электродов вследствие их эрозии. Когда этот процесс по технологическим соображениям полезен, его интенсифицируют (плазматрон с расходуемыми электродами); в других случаях, напротив, минимизируют, изготовляя электроды из тугоплавких материалов (вольфрам, молибден, спец. сплавы) и охлаждая их водой, что, кроме того, увеличивает срок службы электродов.
Плазматроны с плазменной струёй обычно используют при термической обработке металлов, для нанесения покрытий, получения порошков с частицами сферической формы, в плазмохимической технологии и пр.; плазматроны с внешней дугой служат для обработки электропроводных материалов; плазматроны с расходуемыми электродами применяют при работе на агрессивных плазмообразующих средах и при необходимости генерации металлической, углеродной и т.д. плазмы из материала электродов (например, при карботермическом восстановлении руд).
Мощность дуговых плазматронов 102-107 Вт; температура струи на срезе сопла 3000-25000 К; скорость истечения струи 1-104 м/сек; промышленное кпд 50-90%; ресурс работы (определяется эрозией электродов) достигает несколько сотен ч, в качестве плазмообразующих веществ используют воздух, N2, Ar, H2, NH4, O2, H2O, жидкие и твёрдые углеводороды, металлы, пластмассы.
Высокочастотный плазматрон включает: электромагнитную катушку-индуктор или электроды, подключенные к источнику высокочастотной энергии, разрядную камеру, узел ввода плазмообразующего вещества. Различают индукционные, ёмкостные, факельные плазмотроны, плазматроны на коронном разряде и с короной высокочастотной, а также сверхвысокочастотные плазматроны (рис. 3). Наибольшее распространение в технике получили индукционные ВЧ плазматроны, в которых плазмообразующий газ нагревается вихревыми токами. Т. к. индукционный высокочастотный разряд является безэлектродным, эти плазматроны используют для нагрева активных газов, паров агрессивных веществ, а также инертных газов, если к плазменной струе предъявляются высокие требования по чистоте. С помощью индукционных плазматронов получают тонкодисперсные и особо чистые порошковые материалы на основе нитридов, боридов, карбидов и др. химических соединений. В плазмохимических процессах объём разрядной камеры таких плазматронов может быть совмещен с реакционной зоной. Мощность плазматрона достигает 1 МВт, температура в центре разрядной камеры и на начальном участке плазменной струи ~ 104 К, скорость истечения плазмы 0-103 м/сек, частоты - от нескольких десятков тыс. Гц до десятков МГц, промышленное кпд 50-80%, ресурс работы до 3000 ч. В СВЧ плазматроне рабочие частоты составляют тысячи и десятки тыс. МГц; в качестве питающих их генераторов применяются магнетроны. ВЧ плазматроны всех типов, кроме индукционных, применяются (70-е гг. 20 в.) главным образом в лабораторной практике. В ВЧ плазматроне, как и в дуговых, часто используют газовую «закрутку», изолирующую разряд от стенок камеры. Это позволяет изготовлять камеры ВЧ плазматрона из материалов с низкой термостойкостью (например, из обычного или органического стекла) .
Для пуска плазматрона, т. е. возбуждения в нём разряда, применяют: замыкание электродов, поджиг вспомогательного дугового разряда, высоковольтный пробой межэлектродного промежутка, инжекцию в разрядную камеру плазмы и др. способы. Основные тенденции развития плазматронов: разработка специализированных плазматронов и плазменных реакторов для металлургической, химической промышленностей, повышение мощности в одном агрегате до 1- 10 МВт, увеличение ресурса работы и т.д.
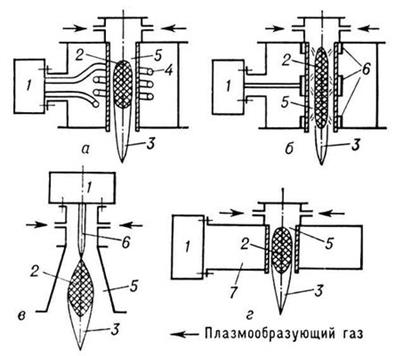
Рис. 3. Схемы высокочастотных плазматронов: а - индукционный; б) ёмкостный; в - факельный; г - сверхвысокочастотный; 1 - источник электропитания; 2 - разряд; 3 - плазменная струя; 4 - индуктор; 5 - разрядная камера; 6 - электрод; 7 -— волновод
Плазменная горелка, ручной дуговой плазматрон для нанесения покрытий, резки, сварки, наплавки и др. процессов плазменной обработки. По принципу действия различают две группы плазменных горелок: для работы плазменной дугой и для работы плазменной струй. При механизированной обработке плазменная горелка закрепляется на специальной установке; для нанесения покрытий и наплавки она обычно оснащается устройством для подачи распыляемого или наплавляемого материала. Такая плазменная горелка называется плазменной головкой. Мощность плазменной горелки достигает 100 кВт, плазмообразующими газами служат Ar, Не, N2, NH4, воздух и их смеси. Для зажигания дугового разряда в начале работы необходимо замкнуть зазор между катодом и анодом плазменной горелки (плазменная струя) или между катодом и обрабатываемым металлом (плазменная дуга) или иным образом возбудить разряд.
Область применения и достоинства обработки
Технологическое применение плазма нашла в процессах, требующих высокотемпературного концентрированного нагрева (металлургия, сварочные процессы). В промышленности широко используется плазменная резка различных тугоплавких металлов, оксидов, карбидов, нитридов.
При плазменной обработке изменяется форма, размеры, структура обрабатываемого материала или состояние его поверхности. Плазменная обработка включает: разделительную и поверхностную резку, нанесение покрытий, наплавку, сварку, разрушение горных пород (плазменное бурение).
Плазменный нагрев. Чаще всего используется для плазменно-механической обработки жаропрочных сталей и сплавов на основе молибдена, вольфрама и других материалов, при обработке которых при обычной температуре образуются микротрещины. Производится нагрев обрабатываемой детали с помощью плазмотрона, устанавливаемого непосредственно перед резцом. При нагреве детали ее пластичность увеличивается, а прочность снижается. Это позволяет также увеличить в несколько раз скорость обработки детали и уменьшить износ резцов.
Плавление вещества. Широко используется в промышленности из-за простоты и высокой стабильности процесса. Наиболее распространенной является плавка в водоохлаждаемый кристаллизатор. Таким образом получают сложнолегированные сплавы (например, инструментальные сплавы). Соответствующий подбор плазмообразующего газа позволяет получать небольшое содержание в сплаве оксидов и кислорода, что увеличивает пластичность металла и улучшает его механические свойства. Применение разбрызгивания расплавленного металла и его быстрого охлаждения позволяет получать малоразмерные капли, которые в дальнейшем используются в порошковой металлургии, для наплавки и т.д.
Сварка. Применение плазмотронов для сварки позволяет получить большую глубину проплавления и меньшую ширину шва, чем при использовании обычной свободно горящей дуги. Качество сварного шва получается выше, а технологический процесс идет с большой скоростью. Для тонколистовых материалов (фольга, сильфонно-мембранные узлы) и радиодеталей широко используется микроплазменная сварка при небольших токах (0,1-10)А.
Плазменной сваркой за один проход сваривают детали толщиной до 20 мм, что дает возможность существенно повысить производительность процесса, уменьшить возникающие при сварке деформации.
Плазменная наплавка. Применяется для нанесения на поверхность деталей материалов с особыми свойствами (высокой твердостью, износостойкостью, термостойкостью). Для защиты обрабатываемой поверхности от воздействия атмосферных газов в качестве плазмообразующих газов обычно применяют аргон и водород. Наплавку производят плазмотронами косвенного действия (плазменной струей), позволяющими регулировать глубину проплавления основного металла посредством изменения расстояния между плазмотроном и обрабатываемой деталью. Плазменная наплавка применяется для изготовления режущих инструментов из обычных углеродистых сталей с наплавкой режущих кромок из инструментальных сталей. Так как теплопроводность углеродистых сталей выше, чем у инструментальных, то и отвод тепла с наплавленного резца остается выше, что повышает стойкость инструмента.
В станкоинструментальной промышленности наплавкой упрочняют отдельные детали станков. Использование наплавки позволяет экономить дефицитные, и дорогостоящие инструментальные стали, изготовляя инструменты из обычных углеродистых сталей с наплавкой рабочих лезвий. Масса наплавленной инструментальной стали обычно не превышает 4…5% общей массы инструмента, а стойкость инструмента повышается благодаря лучшим условиям теплоотвода от режущей кромки.
С помощью плазменной наплавки в ремонтных целях восстанавливают дорогостоящие узлы и детали (штампы, пресс-формы, валки и т. д.) металлообрабатывающего оборудования.
Плазменное напыление. При плазменном напылении наносимый материал нагревается внутри плазмотрона, а затем осаждается на подложку, образуя на ней слой () м. Для улучшения сцепления напыляемых частиц с подложкой, проводится ее предварительный подогрев и создаются промежуточные химически активные покрытия. Напыление производится с целью улучшения коррозионной стойкости (для напыления применяется никель, кобальт), жаростойкости (оксиды алюминия и циркония), в качестве защитных покрытий часто применяются вольфрам, молибден, ниобий. Прочные поверхностные покрытия получают, используя ионную технологию покрытий с помощью плазменных ускорителей. В этом случае напыляемый материал ионизуют в электрическом разряде внутри плазмотрона, превращая его в плазму, которая с помощью электромагнитного поля ускоряется до значительных энергий по направлению к обрабатываемой поверхности. Добавляя в ионные потоки металла кислород, ацетилен или азот, получают покрытия сложного химического состава – оксиды, карбиды или нитриды. Такие покрытия используются для увеличения срока службы металлорежущего инструмента и штампов.
Производительность процесса может достигать несколько килограммов напыляемого материала в час, а плотность напыления составляет обычно 80…90 % от плотности монолитного материала. Если проводится последующая термообработка, плотность напыленного слоя может быть несколько выше. Тонкие (до 0,1 … 0,3 мм) напыленные слои имеют большую плотность и лучшее сцепление с подслоем.
Металлические покрытия из жаростойких металлов и сплавов, нанесенные плазменным напылением, применяются для деталей, работающих при высоких температурах в газовых потоках. Никелевые и кобальтовые напыленные слои повышают коррозионную стойкость конструкций.
Оксидные покрвтия отличаются высокой жаростойкостью и сравнительно низким показателем тепло- и электропроводности – их в основном используют в качестве защитных покрытий. Оксиды алюминия я циркония подают в плазменну стую в виде порошков. Напыление повышает стойкость кокилей и изложниц для литья; износостойкость, например фильер для протягивания молибденовых прутков, при напылении увеличивается в 5…10 раз. Покрытия из оксида алюминия широко применяются в качестве теплостойких электроизоляционных материалов.
Плазменная резка. При плазменной резке происходит локальное расплавление металла в зоне реза и его удаление потоком плазмы. После обработки на поверхности реза остается слой оплавленного металла, толщиной в несколько десятых долей миллиметра. В качестве плазмообразующих газов при резке используют аргон, азот, водород или воздух. Экономически более целесообразно применение воздуха, однако наличие в нем кислорода приводит к разрушению вольфрамового электрода плазмотрона. В воздушных плазмотронах в качестве электродов используются специальные термохимические катоды, содержащие вставку из циркония или гафния. При плазменной резке отсутствует силовой контакт с заготовкой, возможно разрезать заготовки практически из любого материала и получать резы сложной конфигурации. Толщина разрезаемых материалов не превышает 25-30 см. При плазменной резке чаще используют плазмотроны прямого действия (больший коэффициент полезного действия). Режим плазменной струи используется для неэлектропроводных материалов и тонких (1-2мм) заготовок.
Параметры обработки – точность и качество поверхности плазменной резкой деталей - определении ГОСТом, в котором выделены четыре показателя: соотвествие заданных параметров вырезаемых деталей или заготовок фактическим размером вырезанных контуров. Предельное отклонение установлены только в зависимости от номинальных размеров деталей без учета свойств разрезаемого металла; неперепендикулярность кромки реза. Нормы неперепендикулярности зависят от толщины разрезаемой заготовки.
В практике существуют различные виды плазменной резки, применяемые каждый в определенной области в зависимости от используемого плазменного газа (см. табл.1).
Таблица 1
| Плазма с использованием нейтрального или раскисляющего газа. | Плазма с использованием кислородосодержащего газа. | Плазма с впрыском воды. |
| Используемыми газами: азот, аргон или смесь аргона и водорода. Обычно применяется для резки цветных металлов и нержавеющей стали. Плазма аргонводород используется для ручной резки. | При этом методе в качест-ве плазменного газа ис-пользуется сжатый воздух или чистый кислород. Обычно применяется для резки углеродистых марок стали. Плазма сжатый воздух используется для ручной резки. | При этом методе резки происходит комбинированный процесс смешивания газа(азота, сжатого воздуха или кислорода) с последующим впрыском воды. Применяется для резки любых элек-тропроводных материалов. Умень-шает количество вредных выбросов. Метод используется только для автоматической резки. |
Положительные стороны плазменной резки: высокая производительность, т.е. сравнительно более высокая скорость резки; простота в подготовке к работе и запуске; стабильность качественных показателей резки; при необходимости процесс может быть легко автоматизирован или роботизирован; незначительная зона термического воздействия; незначительное или полное отсутствие деформации разрезаемого материала.
Заключение
Плазменная обработка металлов ( резка, сварка, наплавка) по сравнению с дуговой имеет следующие преимущества: высокую производительность ( в 4 раза и более); низкую деформируемость обрабатываемого металла (за счет высоких скоростей сварки и резки); меньшее количество отходов при резке металла благодаря получению более узкой щели реза, чем при кислородной резке.
Плазменная обработка металлов должна производиться в специальных помещениях или изолированных участках цеха. Площадь помещения, не занятая оборудованием, должна быть не менее 10 м2 на каждого работающего. Помещения для плазменной обработки должны иметь звукопоглощающую облицовку, рассчитанную на снижение высокочастотного шума
Методы газопламенной обработки чрезвычайно разнообразны: резка, сварка, наплавка, пайка и нагрев металла. В настоящее время быстрое развитие получают смежные ресурсосберегающие процессы плазменной обработки металлов и напыления покрытий, основанные на использовании газового теплоносителя. Эффективному использованию этих процессов способствуют новые прогрессивные оборудование и технология, разработанные и внедренные в производство в последние годы.
Плазменная обработка металлов с каждым днем получает все большее распространение. Об этом свидетельствует ее применение в космическом пространстве и в других экстремальных условиях. Этот процесс также успешно используют на созданных установках Булат для нанесения упрочняющих покрытий нитридом титана режущего инструмента, что значительно повышает его долговечность. Прогнозисты предсказывают плазменной обработке большую жизнь.Размещено на Allbest.ru
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|