- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Нормирование точности шлицевых соединений.
4.2 Нормирование точности шлицевых соединений.
План.
1. Назначение и классификация.
2. Нормирование прямобочных шлицевых соединений.
3. Нормирование эвольвентных шлицевых соединений.
1.Шлицевое соединение аналогично шпоночному, но передаёт больший крутящий момент.
По назначению различают:
- подвижные (для осевого перемещения втулок по валу);
- неподвижные.
По форме поперечного сечения различают:
- прямобочные шлицы
Наиболее распространены, просты в изготовлении, предназначены для больших нагрузок. Применяются в подвижных и неподвижных соединениях.
- эвольвентные шлицы

Точные, технологичные. Применяются для больших нагрузок в подвижных и неподвижных соединениях.
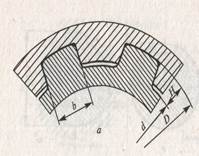
2.Размеры и допуски прямобочных шлицевых соединений регламентируются ГОСТ1139-80 «основные нормы взаимозаменяемости. Соединения шлицевые прямобочные. Размеры и допуски».
Соединение имеет параметры:
z –число зубьев или шлицев;
d – внутренний диаметр;
D – наружный диаметр;
b – толщина зуба вала (для втулки- ширина впадины втулки)
Для сложной шлицевой поверхности принято осуществлять центрирование (соединение, сопряжение) вала и втулки по одному из элементов:
1. Центрирование по D , применяется для подвижных и неподвижных соединений с небольшим крутящим моментом.
2. Центрирование по d , применяется в подвижных соединениях, обеспечивает повышенную точность соединения.
3. Центрирование по b (по боковым сторонам шлица), применяется в реверсивных передачах с большим крутящим моментом. Недостаток - невысокая точность центрирования.
Допуски и посадки прямобочных шлицев.
Взаимозаменяемость деталей шлицевых соединений обеспечивается, если реальные валы и втулки собираются с теоретически точными валами и втулками. В зависимости от назначения и способа центрирования устанавливаются поля допусков и квалитеты для D, d и b по ЕСДП СЭВ для гладких элементов деталей. Для D и d – посадки в системе отверстия, для b – комбинированные. Табл. 6.11-6.18.
Обозначения.
Существует два вида обозначения:
1. комплексное обозначение
2. обозначение по элементам (на поперечном сечении)
Комплексное обозначение:
Эл-т центрирования – z × d × D × b ГОСТ 1139-80.
Соединение: d – 8 ×36  × 40
× 40  × 7
× 7  - на сборочном чертеже.
- на сборочном чертеже.
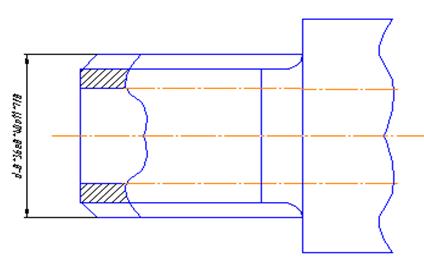
Вал:d-8× 36e8 × 40a11 × 7f8
Втулка: d-8 × 36H7 × 40H12 × 7D9
Изображение на чертежах.
3.Эвольвентные шлицевые соединения с углом профиля  по ГОСТ 6033-80 имеют параметры:
по ГОСТ 6033-80 имеют параметры:
1. m – модуль =0,5…10мм
2. z – число шлицев или зубьев = 6…82
3.  D – номинальный диаметр (исходный) = 4..500мм
D – номинальный диаметр (исходный) = 4..500мм
4. d – диаметр делительной окружности d= mz
5. s – толщина зуба вала по делительной окружности
6. e – ширина впадины втулки по делительной окружности
И другие.
Преимущества:
1.Более прочные.
2.Обеспечивают высокую точность центрирования.
3.Более технологичны.
Центрирование может осуществляться по наружному диаметру, по боковым поверхностям шлица (наиболее распространённый), допускается по внутреннему диаметру.
Нормирование точности эвольвентных шлицев.
Допуски и посадки по наружному и внутреннему диаметру устанавливаются по ЕСДП СЭВ для гладких элементов детали. Табл. 6.24-6.25.
При центрировании по боковым поверхностям зубьев предельные отклонения толщины зуба вала s и ширины впадины втулки e отсчитывают от их общего номинального размера по дуге делительной окружности.
Устанавливаются два вида допусков:
1.  и
и  - допуск ширины e и допуск толщины s
- допуск ширины e и допуск толщины s
2. отклонение формы и расположения элементов профиля впадины или зуба.
Эти два допуска дают в сумме суммарный допуск Т
Для этих допусков устанавливаются степени точности:
Для ширины впадины втулки e -7,9,11.
Для толщины зуба вала s -7,8,11.
Устанавливаются основные отклонения:
Для ширины впадины втулки e – H;
Для толщины зуба вала s – a,c,d,f,g,h,k,n,p,r.
Обозначение полей допусков e и s принято – 7H, 9H, 11H, 7n, 9g, 8k (наоборот, чем у диаметров).
Для полей допусков e и s приведены предельные отклонения в табл. 6.22-6.23 в зависимости от модуля и диаметра делительной окружности.
Я.М.Радкевич стр.365-381.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|