- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Основные сведения
Лабораторная работа № 4
Контроль деталей на вертикальном оптиметре
Цель работы:
Ознакомиться с назначением, устройством и принципом действия вертикального оптиметра и назначением плоскопараллельных концевых мер длины. Овладеть навыками работы с плоскопараллельными концевыми мерами длины и вертикальным оптиметром, методикой оценки годности цилиндрических деталей и определения годности цилиндрических деталей, и определения погрешности ряда измерений.
Измерительные средства:
Оптиметр вертикальный, набор плоскопараллельных концевых мер длины, ГОСТ 25347–82 (СТ СЭВ 144–75), чертёж контролируемой детали, контролируемая деталь.
Основные сведения
Вертикальный оптиметр – оптико-механический прибор, предназначенный для относительного измерения линейных размеров изделия до 180 мм и диаметром не более 150 мм путём сравнения изделия с эталонной мерой. За эталонную меру принимается блок плоскопараллельных концевых мер длины (плиток Иогансона).
Метрологические характеристики вертикального оптиметра
| Наименование прибора | Тип прибора | Пределы измерения, мм | Цена деления шкалы, мм | Пределы показаний по шкале, мм | Допускаемая погрешность показаний, мм |
| Оптиметр вертикальный | СВО-1 | 0 ... 180 | 0,001 | ±0,1 | ±0,0002 |
УСТРОЙСТВО ВЕРТИКАЛЬНОГО ОПТИМЕТРА И ИЗМЕРЕНИЕ НА НЁМ
Измерительным устройством прибора является трубка 1 (рис. 1), основанная на сочетании принципа автоколлимации скачающимся зеркалом (принцип оптического рычага). Оптиметр устанавливается на нуль по блоку плиток, размер которого должен равняться номинальному размеру проверяемой детали. При составлении блока следует стремиться, чтобы размер блока состоял и возможно меньшего количества мер, притираемых друг к другу строго рабочими поверхностями от меньшего количества мер к большей мере. Примеры составления блоков из комплекта, применяемого в работе:
| Правильно | Неправильно |
| 1,005 1,48 5,5 20,0 | 1,005 1,37 1,11 1,5 3,0 20,0 |
| 27,985 | 27,985 |
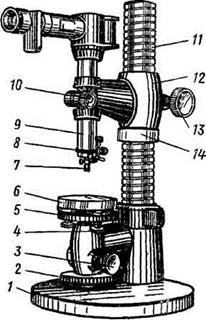
Составленный блок 1* (рис. 2, а) притирается к столу 2 оптиметра. Затем (см. рис. 1), открепив зажимной винт 9 и осторожно вращая кольцо 10, отпускают трубку оптиметра 1 вместе с кронштейном 4 до соприкосновения измерительного наконечника 7 с блоком плиток. Момент касания измерительного наконечника с блоком определяется наблюдением в окуляр 2 (в поле зрения должна появиться шкала). При появлении шкалы кронштейн крепится винтом 9 (грубая установка).
Окончательная установка шкалы на нуль (начальный нуль) производится вращением накатного кольца при ослабленном стопорном винте 11. Установив прибор на нуль, стол закрепляется стопорным винтом 11. После, пользуясь арретиром 13, опускают и поднимают наконечник (2–3 раза), проверяя постоянство нулевого положения шкалы. Если нуль шкалы не совпадает с неподвижным индексом, то установку нуля необходимо повторить. Затем блок со стола удаляется (рис. 2, а) при поднято измерительном наконечнике с помощью арретира.
Измеряемая деталь 1 (рис. 2, б) помещается под измерительный наконечник вместо блока. Измерение диаметра цилиндрического валика производится в пяти сечениях во взаимно-перпендикулярных направлениях (рис. 3). В процессе измерения валик медленно перемещают (протаскивают, а не проталкивают) под измерительным наконечником и замечают наибольшее положительное или наименьшее отрицательное смещение изображения шкалы относительно указателя. После произведённых измерений валика необходимо снова проверить нулевую установку оптиметра (нуль конечный). Смещение допускается не более ±0,2 мкм. В противном случае измерение должно быть повторено.
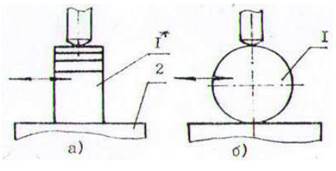
Установка блока и детали на столе приборов
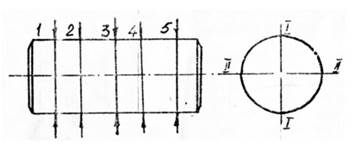
Схема измерения
ОПРЕДЕЛЕНИЕ ПРЕДЕЛЬНОЙ ПОГРЕШНОСТИ РЯДА ИЗМЕРЕНИЙ
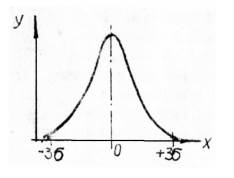
При измерении физических величин основную роль играют случайные погрешности, которые возникают в результате совокупности ряда мелких не учитываемых причин: температурных колебаний в помещении, вибраций в окружающей среде, осаждений пыли на прибор и т.д. Каждая из этих причин оказывает на результаты измерений небольшие влияния, суммарные погрешности вызывают при изменении отклонения в обе стороны от истинного значения (рассеивание размеров). На практике рассеивание размеров осуществляется по закону нормального распределения (рис. 4), описываемому
уравнением:
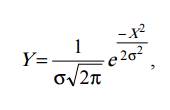
где Y – плотность вероятности; Х – значение случайной величины, для которой определяется Y; е = 2,7183 – основание
натуральных логарифмов; σ – среднеквадратичное отклонение.
Кривую закона нормального распределения ограничивают доверительными интервалами с различной вероятностью:
±σ с вероятностью 0,6827 или 68,27%;
±2σ с вероятностью 0,9545 или 95,45%;
±3σ с вероятностью 0,9973 или 99,73%.
На практике доверительные интервалы выбирают в зависимости от конкретных требований к точности измерения.
ПОДГОТОВКА ПРИБОРА И ПРИНАДЛЕЖНОСТЕЙ К РАБОТЕ
Прибор и плитки, используемые в работе, перед эксплуатацией подлежат проверке, которая состоит из следующих операций:
1. Прибор и поверхность стола протереть салфеткой, измерительную поверхность стола протереть спиртом, затем насухо обтереть мягкой чистой салфеткой.
2. Проверить техническое состояние прибора путём осмотра внешнего вида.
3. Проверить взаимодействие частей прибора, стопорных винтов и микровинтов, плавность перемещения винтов и гайки.
4. Плоскопараллельные концевые меры длины протереть насухо салфеткой, удалив с них слой смазки.
ОТКЛОНЕНИЯ ФОРМЫ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Комплексным показателем точности формы цилиндрической поверхности является отклонение от цилиндричности. Это отклонение определяет точность цилиндрической поверхности в двух сечениях – продольном и поперечном.
Отклонение от цилиндричности – наибольшее расстояние (Δ) от точек реальной поверхности до прилегающего цилиндра в пределах нормируемого участка (L).
Однако чаще точность формы цилиндрической поверхности рассматривают отдельно в каждом из этих сечений.
Рассмотрим показатели точности формы цилиндрической поверхности в продольном сечении: частные виды отклонений, характеризующих точность формы в продольном сечении – конусообразность, бочкообразность, седлообразность.
Овальность — отклонение от цилиндрической формы, при котором диаметры сечения, измеренные во взаимно перпендикулярных направлениях, не равны между собой. За величину овальности принимают разность между наибольшим и наименьшим диаметрами сечения
Конусность — отклонение, при котором образующие прямолинейны, но не параллельны. За величину конусности принимают разность диаметров двух поперечных сечений, отстоящих друг от друга на определенном расстоянии
Бочкообразность характеризуется непрямолинейностью образующих, при которых диаметры увеличиваются от краев к середине сечения.
Огранка — такое отклонение от цилиндрической формы, при котором реальный профиль представляет собой многогранную фигуру. За величину огранки принимается наибольшее расстояние от описанной около сечения фигуры окружности до контура действительного профиля.
Седлообразность — непрямолинейность образующих, при которой диаметры уменьшаются от краев к середине сечения.
Изогнутость — такое отклонение от цилиндрической формы, при котором геометрическое место центров поперечных сечений цилиндрической поверхности не лежит на прямой линии.
ПОСЛЕДОВАТЕЛЬНОСТЬ ВЫПОЛНЕНИЯ РАБОТЫ
1. По номеру детали из таблицы (на стенде) определить номинальный размер детали. Пользуясь ГОСТ 25347–82, определить предельные размеры и построить схему расположения поля допуска для данной детали. Предельные и номинальный размеры записать в бланк отчёта.
2. По номинальному размеру детали составить блок концевых мер длины.
3. Настроить прибор по номинальному размеру на нуль. Для этого (рис. 1) отстопорив винт 9, пинокульную трубку 1 вместе с кронштейном 4 отводят так, чтобы расстояние между измерительным наконечником и плоскостью измерительного стола прибора примерно равнялось размеру блока.
4. Направить осветительным зеркальцем 3 пучок света в щель трубки так, чтобы было видно в окуляр 2 светлое освещённое поле и часть шкалы.
5. Установить блок концевых мер на измерительный столик 6 притиранием к поверхности столика.
6. Переместить кронштейн 4 с пинольной трубкой так, чтобы измерительная поверхность блока коснулась измерительного наконечника. Это будет заметно по движению шкалы в поле зрения окуляра.
7. Отстопорив винт 11 и вращая за закатную головку 12 микровинт пиноли, установить шкалу оптиметра на нуль и застроить винтом 11. Для того, чтобы прибор был установлен на нуль именно по размеру блока, необходимо выверить
положение блока при помощи поворотов измерительного столика вокруг горизонтальной и вертикальной осей.
8. После окончания установки прибора на нуль отжать арретиром измерительный наконечник и осторожно удалить со стола блок концевых мер.
9. Удалив со столика блок концевых мер, поместить на столик проверяемую деталь.
10. Осторожно перемещая по поверхности столика деталь произвести 10 измерений в направлении, перпендикулярном оси трубок, следить за шкалой оптиметра и отсчитывать показание шкалы, учитывая знаки отклонений.
11. После окончания измерения проверить нулевое показание шкалы прибора.
12. Подсчитать действительные размеры детали.
13. Обработать результаты измерений. Подсчитать: (формулы по порядку)
а) среднее арифметическое значение:
б) случайные отклонения погрешности:
в) среднеквадратичную погрешность:
г) предельную погрешность ряда измерений ∆lim = ±3
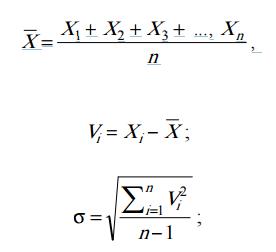
где n – число измерений;
14. Результаты записать в бланк отчёта.
15. Построить гистограмму и эмпирическую кривую распределения значений, случайной величины по результатам измерения нескольких (5–6) деталей одной партии.
16. Дать оценку годности детали.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Укажите, какой метод измерения используется в данной работе.
2. Воспроизведите метрологическую характеристику вертикального оптиметра.
3. Что означает ОВО-1? ОВЭ-1?
4. Что называется ценой деления шкалы?
5. Что называется пределом измерения? В чём отличие пределов измерения и показания прибора?
6. Укажите, для каких целей предназначены вертикальные оптиметры?
7. Воспроизведите последовательность выполнения лабораторной работы.
8. Что называется действительным, номинальным, предельными размерами?
9. Что характеризует допуск размера?
10. Что такое плоскопараллельные концевые меры длины?
11. Какие геометрические параметры являются основными точностными характеристиками концевой меры?
12. Каковы правила пользования мерами? Как рассчитываются и как составляются блоки концевых мер?
13. Как объяснить кривую распределения значений случайной величины?
Лабораторная работа № 4
Контроль деталей на вертикальном оптиметре
Цель работы:
Измерительные средства:
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|