- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
11. Индивидуальное задание (полный технологический процесс изготовления одной конкретной детали).
Белорусский национальный технический университет
Кафедра «Машины и технология обработки металлов давлением»
ОТЧЕТ
о прохождении производственной (технологической) практики
на ЗАО «Атлант»
Составил:
Студент группы 10402220 (2 курс) ____________________ Буримский С. В.
(дата, подпись)
Руководитель от предприятия:
____________________ Демьяненко С. В
(дата, подпись)
Руководитель от университета:
____________________ Боярчук А. Н
(дата, подпись)
Минск 2022
11. Индивидуальное задание (полный технологический процесс изготовления одной конкретной детали).
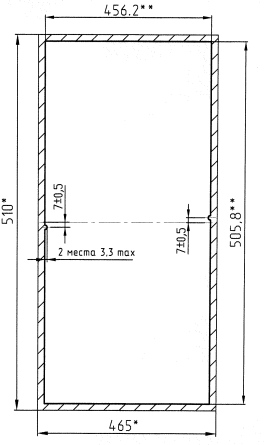
Технологический процесс изготовления детали
«Панель наружная» 030. 82-3. 0. 014
Материал: Сталь БТ-ПО-О-0, 5 ГОСТ 19904-90
1. Вырубка.
Выполнить вырубку контура заготовки согласно размерам.
Оборудование:
- Пресс двухкривошипный закрытый простого действия КБ3534А 250 тс.
- Штамп 1700-4729.

2. Первая гибка
Вырубленную заготовку уложить в шмап первой гибки и произвести гибку согласно размерам.
Оборудование:
- Пресс двухкривошипный КБ3537.
- Штамп первой гибки 1601-4885.

3. Окончательная гибка.
Произвести окончательную гибку.
Оборудование:
- Пресс двухкривошипный ЛУД-500.
- Штамп окончательной гибки 1601-4886.

4. Контроль приемочный.
1. Контролировать внешний вид детали на наличие вмятин и деформаций – визуально.
2. Размеры 5-7, 10
Штангенциркуль ШЦ 1-125-0, 1 ГОСТ 166-89; штангенциркуль ШЦ-III-1000-0, 1 ГОСТ 166-89; 8000-4003 шаблон; угломер тип 1-2 ГОСТ 5378-88.
3. Размеры 456. 2, 505. 8, обеспечивается инструментом. Штамп проверять на технологическую точность согласно графику.
Штамп последовательный 1700-4729.
4. Размер 24. 5 обеспечивается штампом. Штамп проверять на технологическую точность согласно графику.
Штамп первой гибки 1601-4885.
5. Клеймение
Клеймить согласно схеме.

|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|