- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Рис. 2.17. Приспособление с подвесной плитой-зажимом
Тема: Конструкции сверлильных приспособлений
Цель: Изучить конструкции и принцип действия сверлильных приспособлений
Конструкции сверлильных приспособлений различаются не только устройством кондукторных плит. Существенным различием является также положение, занимаемое деталью в процессе всей операции. По этому признаку эти приспособления делятся на стационарные, передвижные, опрокидываемые и поворотные. Отдельные приспособления могут сочетать в себе несколько таких признаков.
Стационарные приспособления. Стационарными называют приспособления, в которых обрабатываемая деталь в продолжение всей обработки на данном станке остается неподвижной. Применяют такие приспособления главным образом на радиально-сверлильных, расточных и многошпиндельных станках. На вертикальных одношпиндельных станках такие приспособления применяют в том случае, когда в детали обрабатывается одно отверстие или отверстия, расположенные на одной оси, и приспособление поэтому может быть неподвижно закреплено на определенном месте стола.
На вертикально-сверлильных станках стационарные приспособления применяют также при обработке группы отверстий с помощью многошпиндельной головки. Такие приспособления широко используются при обработке на радиально-сверлильных и агрегатных станках. Плита в таких приспособлениях чаще всего неподвижна.
Существенное преимущество стационарных приспособлений заключается в том, что в результате постоянного и точного расположения на станке они обеспечивают меньший износ кондукторной втулки и инструмента. Поэтому часто стационарными делают приспособления с подвесной подъемной, съемной и шарнирной кондукторной плитой.
Почти все стационарные приспособления имеют полки для крепления к столу станка.
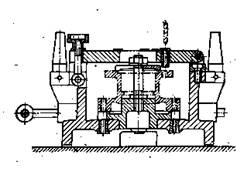
Стационарное приспособление показано на рис. 2. 16. Это приспособление предназначено для сверления отверстия в одной головке детали типа шатуна двигателя. Обрабатываемая деталь 13 укладывается в прямоугольный паз опоры 12 и надевается обработанным отверстием во второй головке на палец 14. Приспособление приводится в действие пневмоприводом, поршень 1 которого помещен в цилиндр, находящийся непосредственно в корпусе 7 приспособления. Необходимая сила зажима передается от поршня через клиновой шток 3 на ролик 4 стержня 5, который, действуя на рычаг 5, поворачивает его около оси 9. Рычаг перемещает зажимной кулачок 10.
Для выхода инструмента в опоре 12 предусмотрено отверстие, а под опорой в корпусе — полость 11 для удаления стружки. Вместо полости можно выполнить сквозное отверстие для выхода инструмента, а для сбора стружки в корпусе предусмотреть специальную нишу. Боковые стенки опоры 12 должны быть по возможности низкими для удобства установки и снятия обрабатываемых деталей. При выпуске воздуха из цилиндра поршень возвращается в исходное положение под действием двух пружин 2, а рычаг 8 — под действием пружины 6.
К достоинствам приспособления следует также отнести неподвижность кондукторной плиты, так как подвижность плиты неизбежно в той или иной степени снижает точность обработки. Кроме того, все механизмы приспособления защищены от попадания стружки.
Однако в практике бывают причины, не допускающие использования неподвижной плиты. К ним относятся неудобства установки и очистки приспособления от стружки (например, при обработке группы отверстий в плоской низкой детали), или при установке детали на высокий палец. В последнем случае близость плиты мешает установке и снятию деталей.
Стационарные приспособления довольно часто имеют подвесную кондукторную плиту, которая не только улучшает условия загрузки деталей, но и используется как зажим. Особенно в компоновке с многошпиндельной головкой.
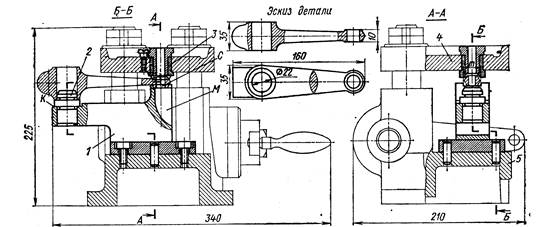
Приспособление с подвесной плитой-зажимом показано на рис. 2. 17. При сверлении радиального отверстия во втулке 2 обрабатываемые детали располагаются в наклонном желобе 11, а крайняя из них задерживается подпружиненным упором 1. Опускающаяся подвесная плита 3 своими плунжерами 5 опускает упор 7, сжимая пружину 12. Крайняя деталь при этом скатывается в ящик 13, а последующая удерживается зажимной призмой 6 плиты. При дальнейшем опускании плиты сила зажима детали возрастает под действием пружин 10, а сверло 8 будучи направлено остановившейся втулкой 7, начинает обработку. После окончания сверления пружины 10 продолжают удерживать деталь до тех пор, пока сверло не выйдет из обработанного отверстия.
Плита 3 подвешена к корпусу 9 с помощью двух стержней 4, скользящих в корпусе. Корпус прикреплен тангенциальным резьбовым зажимом к гильзе (пиноли) шпинделя станка, имеющей только поступательное перемещение. При сверлении малых отверстий (d < 6 мм) увеличение сопротивления пружин 10 не позволяет рабочему при ручной подаче сверла ощущать сопротивление резанию, что может привести к поломке инструмента.
В этих случаях целесообразно обеспечить независимое действие на руки рабочего сил пружин и подачи.
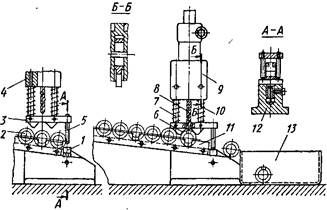
Рис. 2. 17. Приспособление с подвесной плитой-зажимом
Поворотные приспособления. Для сверления отверстий, расположенных с разных сторон детали или по ее окружности, для сверления со стороны плоскости, принятой в качестве установочной базы, и, наконец, для многошпиндельной обработки применяют поворотные приспособления. Эти приспособления можно применять на сверлильных станках любого вида и они могут иметь горизонтальную, вертикальную или наклонную ось вращения. Наиболее широко распространены приспособления с вертикальной или горизонтальной осью вращения. Они обычно состоят из неподвижного корпуса (или стоек) и поворотной части, несущей рабочую часть приспособления с укрепляемой на нем обрабатываемой деталью.
Поворотный кондуктор с горизонтальной осью вращения проектируют по одной из двух принципиально различных схем.
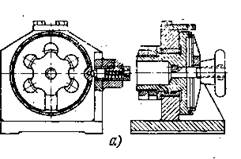
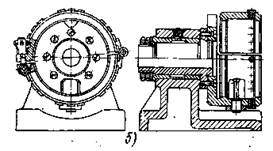
Первая схема отличается тем, что для фиксирования позиций детали в конструкции предусматривают делительное устройство (рис. 2. 18, а). Точность взаимного положения (углового) обработанных отверстий становится зависимой от точности работы делительного устройства. По второй схеме (рис. 2. 18, б) позиция детали фиксируется кондукторной втулкой и сверлом. Точность углового положения отверстий зависит от точности положения втулок. Основание играет лишь роль подставки для собственно кондуктора.
О сравнительных достоинствах двух схем можно говорить лишь применительно к конкретным условиям. Сравнивая их по сложности изготовления, учитывают, что первая схема требует - делительного устройства, а вторая — большего количества кондукторных втулок. В эксплуатационном отношении первая схема становится равноценной второй, только при условии «автоматически» работающего делительного устройства (как, например, в показанной конструкции).
| 
|
| Рис. 2. 18. Поворотные кондукторы: а—с делительным устройством; б—с подставкой |
Причиной отказа от перекладного кондуктора в пользу поворотного чаще всего служит большое число необходимых позиций. Например, перекладной кондуктор для операции, изображенной на рис. 2. 18, а (сверление 23 радиальных отверстий) должен был бы иметь 23 установочных места. Его корпус приобрел бы форму многоугольника с очень малой длиной стороны. Устойчивость кондуктора на столе станка оказалась бы плохой, а перекладывание из позиции в позицию очень неудобным. Независимо от числа позиций отказываются от перекладного кондуктора и в тех случаях, когда кондуктор с деталью получаются настолько тяжелыми, что их трудно перекладывать из позиции в позицию.
Опрокидываемые (кантующиеся) приспособления. Эти приспособления служат тем же целям, что и поворотные. В отличие от последних они не имеют ни стойки, ни делительного механизма. Втулки в них располагаются с разных сторон в зависимости от расположения отверстий на обрабатываемой детали.
Для сверления с разных сторон приспособление вместе с закрепленной в нем деталью приходится опрокидывать и последовательно совмещать с инструментом каждую кондукторную втулку. Для опрокидываемых приспособлений требуется в несколько раз больше вспомогательного времени, чем для поворотных, и, кроме того, при весе обрабатываемой детали более 16 кг работа на них очень утомительна. К недостаткам таких конструкций следует также отнести износ поверхности стола станка. Чтобы опорные поверхности опрокидываемого приспособления не изнашивались, на них ставят закаленные пластинки, штыри или ножки специальной конструкции. Эти приспособления применяют только в серийном производстве небольших деталей. Для удобства работы с такими приспособлениями к ним иногда прикрепляют рукоятки.
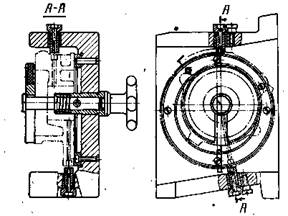
Кантующийся кондуктор отличается тем, что корпус его имеет не одно установочное место, а столько — сколько позиций в пространстве должна иметь обрабатываемая деталь. Например, кондуктор, показанный на рис. 2. 19, —двухпозиционный; корпус его имеет два установочных места. Выполняя операцию, нужно переворачивать (кантовать) кондуктор с одного установочного места на другое. На рис. 2. 20 показан крышечный кантующийся кондуктор.
| 
|
| Рис. 2. 19. Кондуктор с полузакрытым корпусом | Рис. 2. 20. Крышечный перекладной кондуктор |
Приспособления с вертикальным поджимом обрабатываемой детали. Эти приспособления позволяют наиболее просто, удобно и производительно осуществить ту же обработку, для которой применяются приспособления с постоянной кондукторной плитой стационарные или передвижные.
При обработке деталь прижимается вертикально вверх своей установочной поверхностью к опорам, располагаемым под кондукторной плитой. Однако не всякую деталь можно быстро установить в таком приспособлении. Рекомендуется обрабатывать детали, у которых обрабатываемые отверстия связаны только с центральным установочным отверстием, и назначение подъемного механизма заключается в том, чтобы надеть деталь на установочный палец под кондукторной плитой, например круглую деталь с обработанными центральным отверстием и торцом. Если обрабатываемые отверстия координированы не только с центральным установочным отверстием, но и с какими-нибудь другими поверхностями детали, например с бобышками, боковыми плоскостями и т. д., то применение приспособления усложняется. В этих случаях подъемный механизм дополняют специальным установочным механизмом, ориентирующим деталь, надетую на установочный палец.
Примером такого кондуктора может служить скальчатый кондуктор. На рис. 2. 21 показан вариант применения переналаживаемого скальчатого кондуктора для обработки (сверления и развертывания) отверстия в малой головке рычага. На корпусе кондутора закрепляется подставка 1. В подставке профрезерована полка К с отверстием под центрирующий палец 2. Рычаг устанавливается обработанным отверстием на этот палец и предварительно ориентируется малой головкой по выемке С, профрезерованной в подставке. Ширина этой выемки должна быть на 1—2 мм больше наружного диаметра головки рычага. При опускании кондукторной плиты 4 постоянная (нажимная) втулка 3, нижний торец которой выполнен в виде призмы, окончательно центрирует и закрепляет, рычаг. Подставка закрепляется на корпусе 5 скальчатого кондуктора с помощью штифтов и болтов. Для выхода стружки в корпусе подставки 1 предусмотрена выемка М.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|