- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Рис. 55. Формовка жестких радиальных выводов ИС: 1 — отформованные выводы, 2 — выводы перед формовкой
Монтаж полупроводниковых приборов, интегральных схем и малогабаритных радиокомпонентов
Электрический монтаж радиокомпонентов должен обеспечивать надежную работу аппаратуры, приборов и систем в условиях механических и климатических воздействий, указанных в ТУ на данный вид РЭА. Поэтому при монтаже полупроводниковых приборов (ПП), интегральных схем (ИС) радиокомпонентов на печатные платы или шасси аппаратуры должны соблюдаться следующие условия:
- надежный контакт корпуса мощного ПП с теплоотводом (радиатором) или шасси;
- необходимая конвекция воздуха у радиаторов и элементов, выделяющих большое количество теплоты;
- удаление полупроводниковых элементов от элементов схемы, выделяющих при работе значительное количество теплоты;
- защита монтажа, расположенного вблизи съемных элементов, от механических повреждений при эксплуатации;
- в процессе подготовки и проведения электрического монтажа ПП и ИС механические и климатические воздействия на них не должны превышать значений, указанных в ТУ;
- при рихтовке, формовке и обрезке выводов ПП и ИС участок вывода около корпуса должен быть закреплен так, чтобы в проводнике не возникали изгибающие или растягивающие усилия. Оснастка и приспособления для формовки выводов должны быть заземлены;
- расстояние от корпуса ПП или ИС до начала изгиба вывода должно быть не менее 2 мм, а радиус изгиба при диаметре вывода до 0, 5 мм — не менее 0, 5 мм, при диаметре 0, 6— 1 мм — не менее 1 мм, при диаметре свыше 1 мм — не менее 1, 5 мм.
В процессе монтажа, транспортировки и хранения ПП и ИС (особенно полупроводниковых приборов СВЧ) необходимо обеспечивать их защиту от воздействия статического электричества. Для этого все монтажное оборудование, инструменты, контрольно-измерительную аппаратуру надежно заземляют. Чтобы снять статическое электричество с тела электромонтажника, пользуются заземляющими браслетами и специальной одеждой.
Для отвода теплоты участок вывода между корпусом ПП (или ИС) и местом пайки зажимают специальным пинцетом (теплоотводом). Если температура припоя не превышает 533 К ± 5 К ( 270 °С), а время пайки не более 3 с, пайку выводов ПП (или ИС) производят без теплоотвода или применяют групповую пайку (волной припоя, погружением в расплавленный припой или др. ).
Очистку печатных плат (или панелей) от остатков флюса после пайки производят растворителями, которые не влияют на маркировку и материал корпусов ПП (или ИС).
При установке ИС с жесткими радиальными выводами в металлизированные отверстия печатной платы выступающая часть выводов над поверхностью платы в местах пайки должна быть 0, 5—1, 5 мм. Монтаж ИС этим способом производят после подрезки выводов (рис. 55). Для облегчения демонтажа установку ИС на печатные платы рекомендуется производить с зазорами между их корпусами.
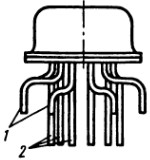
Рис. 55. Формовка жестких радиальных выводов ИС: 1 — отформованные выводы, 2 — выводы перед формовкой
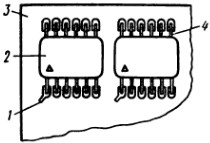
Интегральные схемы в корпусах с мягкими планарными выводами устанавливают на контактные площадки платы без монтажных отверстий. В этом случае их расположение на плате определяется формой контактных площадок (рис. 56).
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|