- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
ЛЕКЦИЯ. ХИМИЯЛЫҚ ЖІПТЕРДЕН ШТАПЕЛЬДЕНГЕН ТАСПАНЫ ДАЙЫНДАУ. ЖГУТТЫ ХИМИЯЛЫҚ ЖІПТЕРГЕ ҚОЙЫЛАТЫН ТАЛАПТАР. ЖГУТТЫ ХИМИЯЛЫҚ ЖІПТЕРДІ ШТАПЕЛЬДЕУ ӘДІСТЕРІ.
№10 ЛЕКЦИЯ. ХИМИЯЛЫҚ ЖІПТЕРДЕН ШТАПЕЛЬДЕНГЕН ТАСПАНЫ ДАЙЫНДАУ. ЖГУТТЫ ХИМИЯЛЫҚ ЖІПТЕРГЕ ҚОЙЫЛАТЫН ТАЛАПТАР. ЖГУТТЫ ХИМИЯЛЫҚ ЖІПТЕРДІ ШТАПЕЛЬДЕУ ӘДІСТЕРІ.
Жгутты химиялық талшықтарды штапельдеу мақсаты – берілген сызықтық тығыздықтағы, ұзындығы және көлденен қимасы бойынша біртекті орналасқан, белгілі ұзындықты параллельденген талшықтардан қалыптасқан таспаны алу болып табылады.
Штапельдеудің мәні – алдын-ала керілген жгут талшықтарын берілген ұзындықтағы штапельдерге ізу немесе кесу және олардан таспаны қалыптастыру болып табылады.
ЛР-230-ИС және ЛР-400-ИС таспалы-үзу машиналарында жгутты бақылайтын үзу әдісін жоғары көлемді иірімжіпті алу үшін қолданады.
Жгутты дифференциалды кесу әдісі ЛРШ-70 кесіп-штапельдеу машиналарында камвольды өндірісте қолданады.
Бақыланбайтын үзу әдіспен жартылай жүнді тарақты және жоғары көлемді иірімжіп алу үшін «Зайдель» (Германия) фирмасының таспалы - үзу машиналары қолданылады. Камвольды өндірісте беріктігі жоғары жгуттарды штапельдеу үшін «Тематекс» (Италия) фирмасының ТТТ-64 модельді кесіп-штапельдеу машиналары қолданылады.
ШТАПЕЛЬДЕНГЕН ТАСПАНЫ ДАЙЫНДАУДА ҚОЛДАНЫЛАТЫН ЖГУТТЫҚ ХИМИЯЛЫҚ ЖІПТЕРГЕ ҚОЙЫЛАТЫН ТАЛАПТАР
Штапельденген таспаны алу үшін жгутты химиялық жіптер, олардың сапасына қойылатын талаптарға сәйкес болулары қажет.
Жгутты химиялық жіптер параллельденген, сызықтық тығыздығы бойынша тегіс және олардың бір-бірінен бөліне алатын қабілеті болуы қажет, қатты жабысқан элементарлы жіптері, түйіндері, әр түстілігі болмауы қажет. Жгут химиялық өнеркәсіптің кәсіпорындарында антистатикалық препараттармен өңделуі қажет.
Жгуттағы элементарлы жіптерді параллельдеу талшығының берілген ұзындығы бар тегіс штапельденген таспа алу үшін қажет.
Сапаның нормативтеріне сәйкес жгуттың белгілі сызықтық тығыздығы болуы қажет. Қазіргі кезде штапельдеу машиналарында сызықтық тығыздығы 50 ктекс лавсан жгутын, 53 және 66 ктексті нитрон, 40 ктексті вискоза жгуттарын қайта өңдейді. Номинальдыдан жгуттың нақтылы сызықтық тығыздығынан ауытқуы ±5% құрайды.
Қораптағы лавсан және нитрон жгуттарының салмағы 70 кг-нан, вискоза жгуттарының салмағы 60 кг-нан кем болмауы қажет.
Штапельдеу алдында жгут ашық қораптарда цехта кемінде 24 сағат жатқызылуы керек, яғни нормалы температуралы-ылғалды параметрлерді алу үшін (цехтағы температура 23-250С, ауаның қатысты ылғалдылығы 55-65%).
ЖГУТТЫҚ ХИМИЯЛЫҚ ЖІПТЕРДІ ШТАПЕЛЬДЕУ ӘДІСТЕРІ
Жгут түрінде келіп түсетін химиялық талшықтарды штапельдеу тәсілімен өңдеуді келесі әдістермен іске асыруға болады:
1) бақыланбайтын үзілу (екі және одан жоғары созу жұбының немесе секциялардын көмегімен іске асырылады);
2) бақыланатын ізілу (элементарлы жіптерден тұратын алдын-ала керілген жгутқа кесетін пластиналардың әсері жолымен іске асырылады);
3) кесу немесе езу (жгутты белгілі ұзындықтағы штапельдерге арнайы кесу құрылғымен бөлу және штапельдегі талшықтарының жылжуы есебінен таспаны қалыптастыру);
4) дифференциалды кесу ( жгуттағы жіптердің негізгі массасын кесу, кесілмей қалған жіптерді ізу және штальденген талшықтардың барлық массасынан таспаны қалыптастыру).
Барлық әдістерде штапельдеудің алдында, жгуттағы жіптердің жазылуына және керілу біртектігінің дәрежесіне жгуттың жазылу және керілу ұзындығы әсер етеді, бұл штапельденген біртекті таспаны алуды қамтамасыз етеді. Штапельдеудің алдында жгутты жазу және керу үшін әртүрлі конструкциялы рамалар қолданылады. 1-суретте ЛРШ-70 таспалы кесіп-штапельдеу машинасының коректендіргіш және бағыттауыш рамаларының сызбалары көрсетілген.
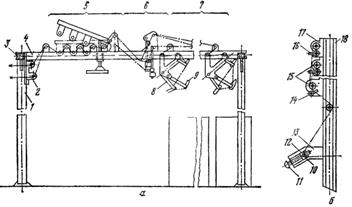
1-сурет. ЛРШ-70 таспалы кесіп-штапельдеу машинасының коректендіргіш (а) және бағыттауыш (б) рамаларының сызбалары:
1 - тірек; 2 - бағыттауыштары бар тірек; 3 - көлденен байланыстар жүйесі; 4 - бойлық байланыстар жүйесі; 5 – керілу құрылғысы; 6 – жгуттарды керілудің реттегіші; 7 – жгуттардың жеке керілуін бақылау жүйесі; 8 – обойма; 9 – жгуттың доғалық тегістегіші; 10 – доғалық стержень; 11 – реттегіш винттер; 12 – еңбектегіштер; 13 – кронштейн; 14 – таяқшалар; 15 – бағыттауыштар; 16 – жгутбөлгіштер; 17 – корпус; 18- тік тірегіштер.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|