- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Тарау машиналары жұмыс бөлшектерінің гарнитурасы
№6 ЛЕКЦИЯ. КАРДТЫ ТАРАУ. ИІРУДІҢ АППАРАТТЫ ЖӘНЕ ТАРАҚТЫ ИІРУ ЖҮЙЕЛЕРІНДЕГІ КАРДТЫ ТАРАУДЫҢ ЕРЕКШЕЛІКТЕРІ. ТАРАУ МАШИНАЛАРЫНЫҢ ЖҰМЫС БӨЛШЕКТЕРІНІҢ ГАРНИТУРАСЫ.
Қоспаларды кардты тарау иіру өндірісінің ең маңызды және жауапты процестерінің бірі болып табылады. Оның жақсы орындалуына созба мен таспаның сапасы ғана емес, сонымен қатар, иірімжіптің сапасы тәуелді.
Бірінші тарау машинасы 225 жыл бұрын шығарылғанға қарамастан, кардты тарау теориясы казіргі заманға дейін толық қарастырылмаған. Кардты тарау процесін зерделеуде ең көп үлесін қосқандар ғалымдар: Н.А.Васильев, Н.Я.Канарский, И.В.Будников, В.Я. Ворошилов, Ф.С.Холмогоров, М.В.Эммануэль және т.б.
Тарау машинасына түскен дайын қоспа әртүрлі компонентерінің ірі түйдектерінен тұрады, ал әрбір түйдек бір компоненттің өзара байланысқан және шатасқан талшықтарынан тұрады, талшық құрамында ошаған, сабан, шаң және басқа да қоқым қоспалардың біршама мөлшері болады.
Кардты тараудың мақсаты: біртексіз талшықты массадан таралған таспа немесе созба түрінде біртекті өнім алу және таспа мен иіру машиналарында созу процестерінің жүруін қамтамасыз ету.
Кардты тараудың мәні: талшықтардың шатасқан түйдектерін жеке талшықтарға бөлу, қоқым қоспаларымен қысқа талшықтарды шығару, талшықтарды тегістеу және оларды өнімнің ұзындығы бойынша бағыттау, талшықтарды өзара араластыру, сызықтық тығыздығы бойынша талшықтар ағының түзету болып табылады. Талшықтардың бір-бірінен бөлінуі алғашқы операция болып табылады. Барлық қалған операциялар жақсы өтеді, егер талшықтар бір-бірінен жеткілікті бөлінген болса.
Тарау машиналары жұмыс бөлшектерінің гарнитурасы
және гарнитурамен талшықтың әсерлесу түрлері
Тарау машиналарының цилиндрлік жұмыс бөлшектерінің бетін қаптайтын инелі немесе аралы таспаны гарнитура деп атайды.Талшықтарды тарау процесі тарау машинасының жұмыс бөлшектерінің қозғалатын беттерінің гарнитурасымен іске асырылады.
Жүнді тарауда аралы (қатан) және инелі (созылмалы) гарнитуралар қолданылады. Сонымен қатар, соңғы кезде жүнді тарау үшін тарау машиналарында тұтас металды аралы таспа кенінен қолдынылады.
Талшықты материалмен гарнитураның әсерлесу түрлері:
1. Бір жұмысшы бөлшек инелерінің екінші бөлшектің инелеріне қатысты иілу бағыты: паралельді - I (1,а-сурет); қиыстырылған - II.
2. Бір жұмысшы бөлшектің, яғни оның гарнитурасының екінші бөлшекке қатысты қозғалу бағыты: I (1,б-сурет)- бір бағытта; II - әртүрлі бағытта.
3. Жұмысшы бөлшектің оның гарнитура инелерінің иілу бағытына қатысты қозғалу бағыты: I (1,в-сурет) – инелердің иілу бағытында; II- инелердің иілу бағытына қарама- қарсы.
4. Әсерлесетін жұмысшы бөлшектерінің жылдамдықтарының қатынасы: (қатысты жылдамдықтың мөлшері және гарнитура инелерінің иілу бағытына қатысты бағыты) (1,г-сурет):  және ϑқат=0;
және ϑқат=0;  және ϑқат˃0 және оның бағыты инелердің иілу бағытына қарама-қарсы; , ϑқат˃0 және оның бағыты инелердің иілу бағытына сәйкес.
және ϑқат˃0 және оның бағыты инелердің иілу бағытына қарама-қарсы; , ϑқат˃0 және оның бағыты инелердің иілу бағытына сәйкес.
5. Гарнитуралар әсерлесу аймағына талшықтардың енуі: I - төменгі бетімен, II- жоғарғы бетімен, III- екі бетімен (1,д-сурет).
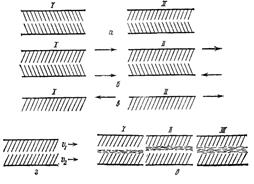
1-сурет. Гарнитураның өзара әсерлесу түрін анықтайтын факторлар
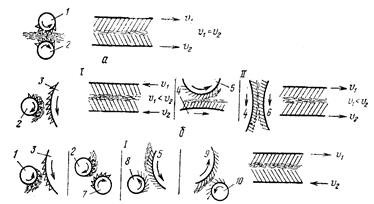

2-сурет. Талшықпен жұмыс бөлшектері гарнитурасының өзара әсерлесу сызбасы:
а – талшықтың қысылған қабатының берілуі; б – тарау; в – түсіру; г – талшықты гарнитурадан оның бетіне шығару (1-жоғарғы қоректендіруші білік; 2 – төменгі қоректендіруші білік; 3 – қабылдаушы барабан; 4 – басты барабан; 5 - жұмысшы білік; 6 – түсіруші барабан; 7 – тазалаушы білік; 8 – түсіруші білік; 9 – жүгіртпе; 10 – жүгіртпенің астындағы білік; 11 – алдын-ала тарағыштың барабаны)
Гарнитурамен қапталған жұмысшы бөлшектерінің талшықпен әсерлесуінің 72 нұсқалары бар. Бірақ ерекшеленетін нұсқаларының саны тек ғана 5. Оларға жататындар: талшықты материалдарды тасымалдау, тарау, гарнитурадан талшықты материалды оның бетіне шығару, гарнитураға талшықты материалды енгізу, түсіру.
Тарау машиналары мен аппараттарында әсерлесудің 6 түрі қолданылған, олардың ішіндегі 4 ғана ерекше: қысылып тұрған талшықтар қабатын беру, тарау (екі түрі - І және ІІ), түсіру (екі түрі - І және ІІ) және гарнитура бетіне талшықтарының көтерілуі.
ІІ түрі бойынша жұмысшы бөлшектерінің келесі жұптары әсерлеседі: тазалаушы білік – қабылдаушы білік, қабылдаушы білік – алдын-ала тарағыштың басты барабаны, алдын-ала тарағыштың басты барабаны – айдаушы білік, айдаушы білік – негізгі тарағыштың басты барабаны, түсіруші білік - негізгі тарағыштың басты барабаны, жүгіртпенің үстіңгі (астындағы) білігі - негізгі тарағыштың басты барабаны.
2-суреттегі сызбаларды талдау көрсеткендей, маңызды технологиялық процестер - талшықты материалды тарау және түсіру келесі шарттар орындалған кезде жүзеге асырылады.
Тарау кезінде әсерлесетін бөлшектердің гарнитура инелерінің иілу бағыттары паралельді болуы тиіс; әсерлесетін гарнитуралар бір-біріне қатысты қозғалуы тиіс; әрбір гарнитураның қатысты қозғалысының жылдамдығы оның инелерінің иілу жағына бағытталуы тиіс. Талшықтарды түсіру кезінде әсерлесетін бөлшектерінің гарнитура инелері бір-біріне қатысты қиыстырылып орналасуы тиіс; әсерлесетін гарнитуралар бір-біріне қатысты қозғалуы тиіс; қабылдаушы беттің қатысты қозғалысының жылдамдығы оның инелерінің иілу бағытында, ал беруші беттің – инелерге қарама-қарсы бағытында болуы тиіс.
Екі жағдайда да инелі немесе аралы беттердің арасындағы қашықтық 1мм-ден көп болмауы керек.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|