- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Рис. 28. Черновое точение заготовки на токарном станке
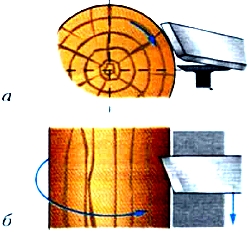
Рис. 27. Заточка лезвий стамесок: а — косой на шлифовальном круге: б — полукруглой на шлифовальном круге: в - косой на наждачном бруске: 1 — правильное положение лезвия при заточке; 2 — неправильное
Внимание! В учебной мастерской заточку стамесок выполняет учитель.
Подготовка заготовки
Выбор заготовки начинают с её осмотра: на ней не должно быть пороков древесины, описанных в § 2 (см. рис. 3). Наиболее пригодна для обработки сухая без сучков древесина лиственных пород: берёзы, липы, клёна и др.
После этого выстругивают из заготовки брусок квадратного сечения с припуском по диаметру 8... 10 мм и по длине 40...60 мм. Затем на торцах заготовки размечают восьмиугольник и строгают восьмигранник рубанком так же, как и при обработке цилиндрических поверхностей ручным инструментом (см. § 7). Таким образом заготовке придают форму, близкую к цилиндрической. Это облегчает её обработку на станке независимо от способа её закрепления (см. рис. 23).
Установка заготовки на станке
Чтобы закрепить длинную заготовку на станке, со шпинделя снимают трезубец, крепят его в зажиме верстака, совмещают пропил на торце заготовки с трезубцем и забивают киянкой в него заготовку. Не рекомендуется забивать заготовку на трезубец, уже установленный на шпинделе, так как от ударов киянки могут выйти из строя подшипники шпинделя.
Трезубец с заготовкой устанавливают на шпиндель, подводят заднюю бабку и крепят её винтом к направляющим (см. рис. 21, б). Затем прижимают заготовку к трезубцу центром, направляя его в отверстие, подготовленное в заготовке, и закрепляют центр зажимом. Если применяется не вращающийся центр, то его смазывают машинным маслом.
Периодически, через каждые две-три минуты работы, станок останавливают и проверяют надёжность закрепления заготовки. В случае необходимости заготовку дополнительно поджимают центром задней бабки.
Установка подручника станка
Подручник устанавливают так, чтобы его верхняя (опорная) поверхность была на 2...3 мм выше линии центров станка и находилась на расстоянии 3...4 мм от поверхности заготовки.
Для проверки этого зазора заготовку при выключенном станке проворачивают вручную на один-два оборота. В процессе обработки зазор будет увеличиваться. Поэтому надо периодически останавливать станок, придвигать подручник ближе к заготовке и опять проворачивать вручную заготовку, проверяя наличие зазора. Каретку подручника крепят к направляющим рукоятками гайки, а подручник в нужном положении фиксируют стопором (см. рис. 21, в).
Точение заготовки
Перед началом работы надевают защитные очки и опускают защитный экран. Затем включают станок. Стамеску, крепко удерживая правой рукой за ручку, помещают на подручник. Левая рука находится сверху стамески и прижимает её к подручнику (рис. 28). При этом рука должна находиться вблизи подручника, но не касаться его.
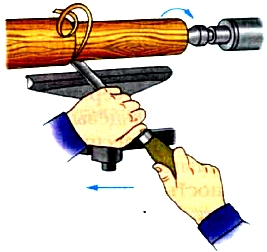
Рис. 28. Черновое точение заготовки на токарном станке
При черновом точении заготовки (см. рис. 28) полукруглую стамеску медленно подводят к заготовке. Перемещая стамеску по подручнику влево и вправо, можно снять за один проход (одно движение вдоль обрабатываемой поверхности) стружку толщиной 1...2 мм. Первый проход ведут серединой лезвия, а последующие — его боковыми частями, чтобы обрабатываемая поверхность была менее волнистой. Завершают черновое точение тогда, когда диаметр заготовки станет на 3...4 мм больше заданного диаметра.
Чистовое точение производят косой стамеской, причём стружку срезают только серединой режущей кромки (рис. 29). Стамеску держат двумя руками и устанавливают ребром на подручник тупым углом вниз. При обработке конической поверхности точение ведут от большего диаметра к меньшему.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|